|
РГВА Фонд 31811 Опись 2 Дело 1010 лист 239 – 247
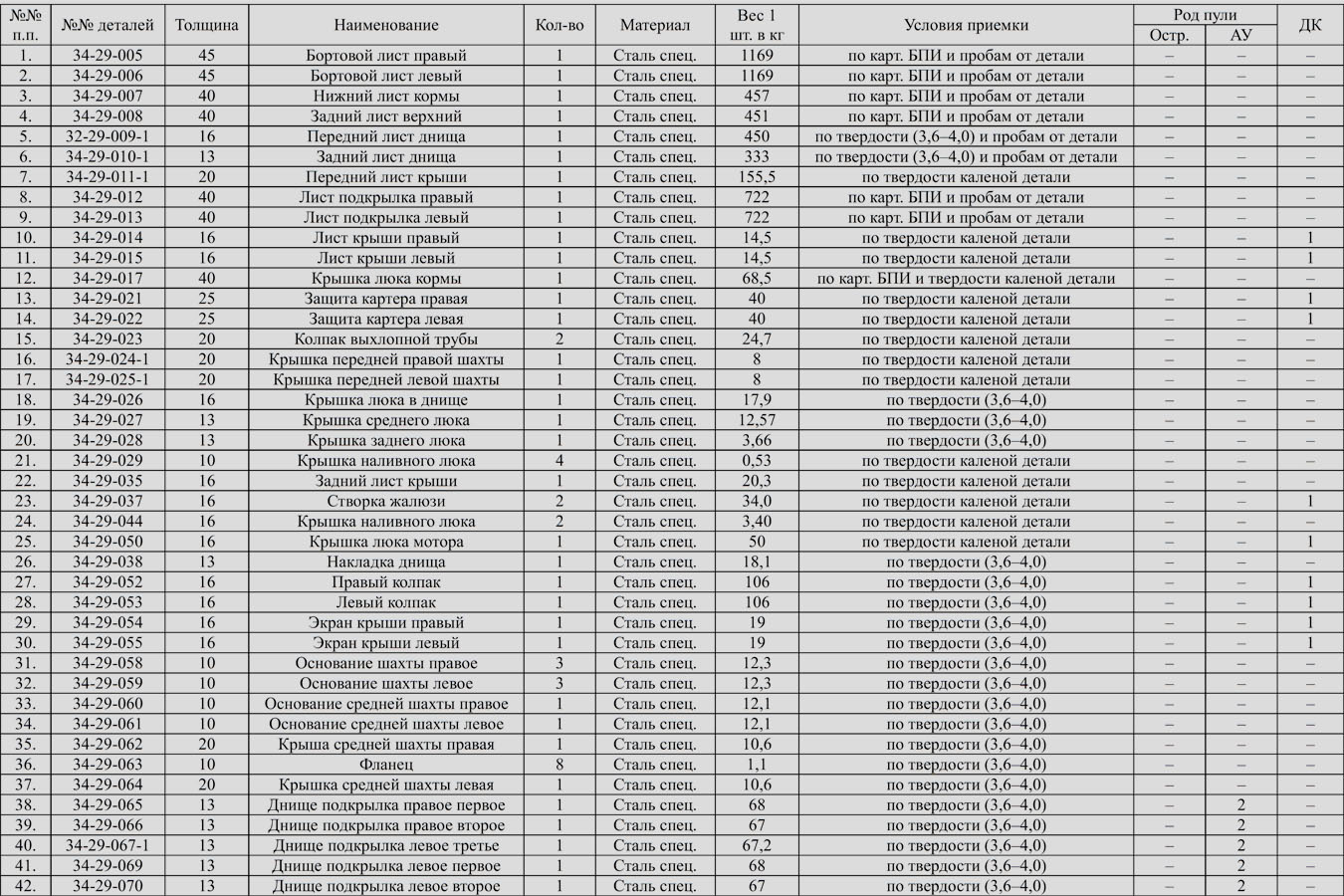
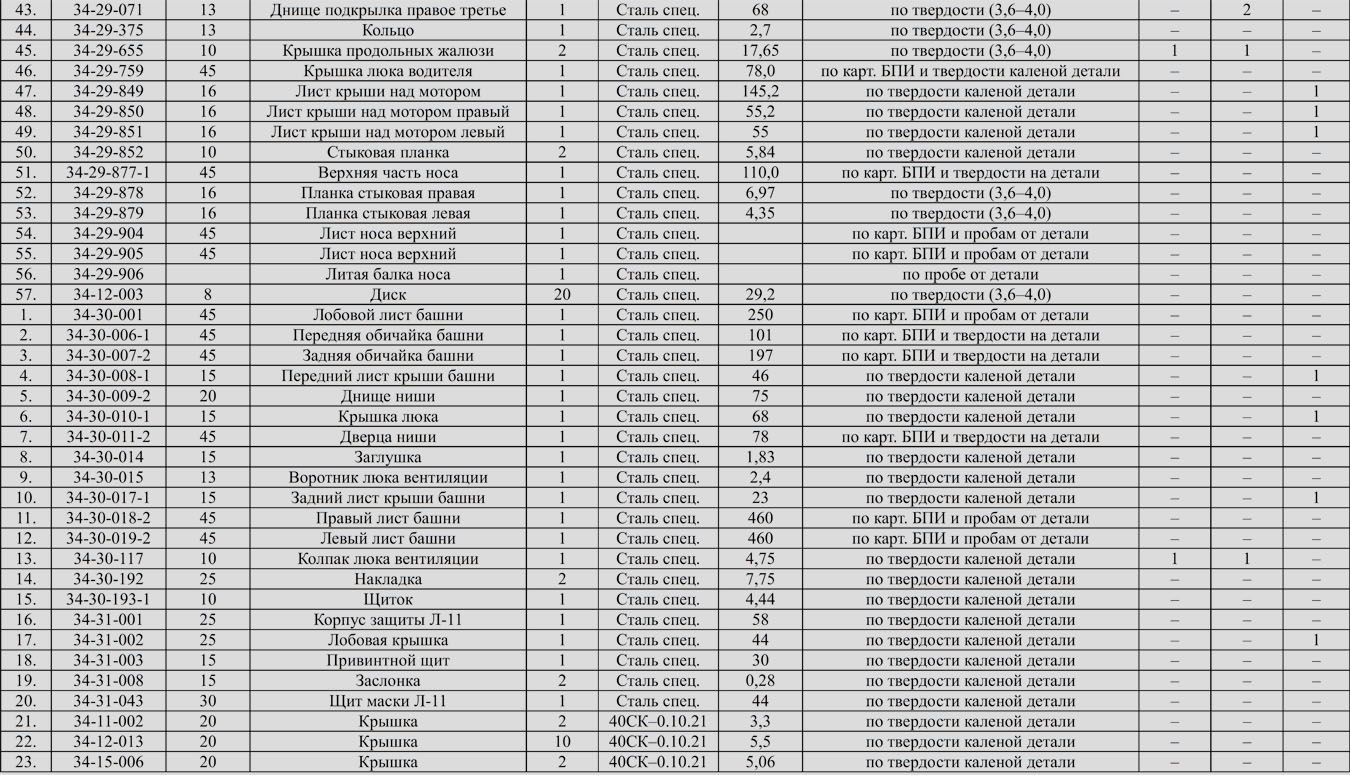
ЗАМ. НАЧАЛЬНИКА ГАБТУ КР. АРМИИ ГЕНЕРАЛ-МАЙОР ТЕХНИЧЕСКИХ ВОЙСК подпись Б.М. Коробкова (ЛЕБЕДЕВ) "30" Июля 1940 г. "УТВЕРЖДАЮ" ЗАМ. НАЧАЛЬНИК 3 Гл. УПРАВЛЕНИЯ НКСП подпись (Хабахпашев) "26" Июля 1940 г. ИЗ СТАЛИ МАРКИ И-8С (МЗ-2) ДЛЯ МАШИНЫ Т-34 НА 1940 г. 1. Настоящие технические условия применяются при изготовлении и приемке бронедеталей машины Т-34 из катанных листов толщиной от 25 до 50 мм. Приемка литых деталей производится по особым техническим условиям. ПРИМЕЧАНИЕ: – Детали толщиной до 20 мм включительно изготовляются в соответствии с техническими условиями АБТУ КА на 1939 г. 2. Химический состав И-8С устанавливается следующий: С – 0,20 – 0,27% Si – 1,2 – 1,6% Mn – 1,1 – 1,5% Cr – 0,7 – 1,0% Ni – 1,2 – 1,5% Mo – 0,15 – 0,25% S не более 0,025% Р не более 0,030% Сумма Р + S не более 0,050% Пределы химического состава могут быть уточнены после представления заводом соответствующих данных в 3-й Главк и АБТУ КА. 3. Для определения химического состава плавки отбирается проба от среднего по порядку разливки поддона. 4. Плавки, имеющие отклонения от установленного химического состава в каждом отдельном случае могут быть допущены в производство с разрешения Главного Инженера и Главного Технолога завода, согласованного с Военпредом АБТУ КА. В случае не достижения между ними соглашения вопрос передается на разрешение 3-го Главного Управления НКСП и АБТУ КА. 5. Технологические инструкции на изготовление брони разрабатываются заводом и после утверждения 3-м Главным Управлением сообщаются АБТУ КА. Необходимые изменения в установленный технологический процесс вносятся заводом по согласованию с Военпредом, на основании представленных заводом данных о необходимости и надежности вносимого изменения и после проведения соответствующих испытаний. 6. В случае выплавки или прокатки плавки с нарушением технологических инструкций завода, плавка может быть допущена в производство Главным Инженером или Главным Технологом завода по согласованию с Военпредом, причем при контрольных испытаниях карточек (см. п.п. 30 и 34) определяются также и фактические приделы ТП и СП, которые должны быть не ниже установленных норм. Каждый полученный предел закрепляется 2-мя попаданиями. 7. Для гарантии качества металла от каждого прокатанного листа отрезается не менее 25% от усадочной части и 5% от донной части. 8. Не реже одного раза в 4 месяца завод должен разрезать один слиток каждого развеса и проверять микроструктуру слитка, снятую с продольного тамплета. На основании изучения тамплетов заводом, совместно с Военпредом, уточняется величина обреза донной и усадочной части листа. 10. Изготовленные образцы подвергаются термообработке по режиму, устанавливаемому для карточки отбираемой от того же листа что и образцы. 11. Результаты механических испытаний заносятся в паспорт соответствующего листа и считаются на 1940 г. факультативными. Завод обязан систематизировать материалы по механическим испытаниям в составлении их с бронестойкостью и к 1/XI-40 г. представить технический отчет в 3-е Главное Управление и АБТУ КА. 13. Пределы твердости устанавливаются: для деталей свыше 30 мм – 2,85 – 3,2 мм диаметра отпечатка для деталей до 30 мм – 2,8 – 3,2 мм диаметра отпечатка. Разброс твердостей для одной и той же детали и карточки не должен превышать 0,15 мм диаметра отпечатка. 15. Толщина определяется как среднее арифметическое из 4 – 6-ти замеров (в зависимости от габарита детали), замеры производятся по всем кромкам на расстоянии 60 – 100 м от края. Ни один из замеров не должен выходить за пределы установленных допусков более чем на 0,5 мм. 17. Для проведения контрольных испытаний брони толщин 35 – 50 мм от каждой плавки отбирается две контрольных плиты от двух слитков. Контрольная плита вырезается из листов, назначаемых для этого ОТК. Если плавка отлита в слитки различных развесов или прокатана на листы различных толщин – контрольные плиты в указанном порядке отбираются от каждого развеса и каждой толщины. ПРИМЕЧАНИЕ: Для заводов и цехов, приступающих к изготовлению этой марки брони, впредь до представления материалов и получения разрешения испытывается каждый поддон. 18. Контрольная плита вырезается с усадочного конца листа после удаления прибыльной части. Размер карточки должен быть не менее 1000х800 мм. 19. Для контроля качества металла и термообработки карточки, посредине кромки ближайшей к усадочному концу листа надрезаются 2 поперечных пробы размером ~ 250х70 мм. Для соблюдения постоянства в размерах проб, последние должны надрезаться строго по шаблону. 20. Карточка и пробы маркируются: № плавки, № слитка, № карточки (и № пробы) и клеймятся ОТК. Карточки и пробы без клейма ОТК к обработке не допускаются. 21. После окончательной термообработки, для оценки качества брони по излому и твердости, от карточки отбивается одна проба и ломается. Излом пробы должен быть волокнистым и вязким. Допускается сухой волокнистый излом с кристаллическими блестками. Для оценки качества брони по излому проб, завод обязан разработать шкалу изломов, представив ее к 1/VIII на утверждение в Главк и АБТУ КА. 22. Твердость карточки проверяется по сечению зашлифованного излома пробы в 3-х точках: в центре излома и на расстоянии ~5 мм от обеих поверхностей пробы. Для точного замера твердости зашлифовка излома производится по угольнику. 23. При удовлетворительном виде излома пробы и твердости ее, вторая проба не отбирается и карточка допускается к испытаниям. 24. При неудовлетворительном виде излома (кристаллический излом, густая кристаллическая сыпь в центре излома, грубая шиферность по всему сечению излома при утяжке боковых граней меньше 3,5 мм или при несоответствующих твердостях) карточка подвергается переработке с поломкой второй пробы. 25. При неудовлетворительном изломе пробы после переработки карточки, от листа отбирается вторая карточка рядом с первой. Проверка излома и твердости второй карточки и переработка ее производится в соответствии с п.п. 21, 22, 23 и 24. 26. При неудовлетворительном изломе от второй контрольной плиты – лист и все листы представленного поддона бракуются, а вся плавка предъявляется к испытанию по поддонно, для чего от каждого поддона берется одна контрольная плита. 27. Предъявляемые на испытания карточки не должны иметь кривизну поверхности более 10 мм. 28. Допуск карточек к испытаниям производится ОТК, для чего ему представляются цехом изломы от карточек и паспорта с указанием полного режима термообработки и твердостей. 29. Для проведения контрольных испытаний брони толщиной 25 – 30 мм отбор карточек и порядок предъявления к испытанию устанавливается согласно Т.У. АБТУ КА на 1939 год. 30. При полигонных испытаниях показатели бронестойкости карточек должны быть не ниже следующих:  31. Пределом тыльной прочности (ПТП) считается максимальная скорость, при которой получается с тыльной стороны любая выпучина с мелкими сединками, но без наметившегося среза пробки и других нарушений сплошности тыльной стороны. 32. Пределом сквозного пробития (ПСП) считается минимальная скорость, при которой получается пробоина не меньше калибра с уходом снаряда за плиту, или при которой снаряд застрял в плите за поясковую часть. 33. При контрольных испытаниях на плитах не требуется точного определения ПТП и ПСП, но требуется установить: 1. Что показатели стойкости действительно не ниже установленных в таблице п. 30. 2. Что вязкость металла, определяемая видом поражений при сквозном пробитии удовлетворяет п. 35 настоящих Т.У. 34. Порядок проведения снарядный испытаний следующий: 1. Первый выстрел дается со скоростью ПСП по таблице п. 30 плюс 30 м/сек. 2. При получении кондиционного пробитии дается второй выстрел с табличной скоростью ПСП. 3. В зависимости от того, получена ли пробоина или не пробитие дается третий выстрел с табличной скоростью ПСП плюс 15 м/сек (если не получено пробитие) или минус 15 м/сек (если получено пробитие). 4. Если после выстрела при скорости равной табличной ПСП минус 15 м/с получена пробоина меньше калибра или надрыв пробки – дается четвертый выстрел с табличной скоростью ПТП для установления, что ПТП на контрольной плите действительно не ниже требуемых п. 30. Число сквозных пробитий на контрольной плите должно быть 2. Если после первого выстрела (при ПСП + 30 м/сек) не получено сквозное пробитие – заряд для следующих выстрелов увеличивается по усмотрению Военпреда, но при этом скорости не должны превышать штатной скорости снаряда, получаемые в этих случаях отколы не могут служить причиной забракования. 35. При испытании на пробитие согласно п. 34 кондиционными поражениями считается пробоина, не превышающая 1,5 калибра, при этом не допускаются отколы тыльной стороны, превышающие 3 калибра. При замере размеров откола исключаются небольшие местные выхваты или выколы. При получении 1 откола больше 3-х калибров, который при дальнейших попаданиях не подтверждается, т.е. все поражения не дают отколов, плита считается кондиционной. 36. При наличии наметившегося одностороннего откола радиусом более 1,5 калибра даются 2 дополнительных выстрела на сквозное пробитие для выяснения характера поражения. В случае получения кондиционного характера поражений при дополнительных выстрелах – карточка считается годной. 37. Трещины, идущие от поражения и выходящие за зону выпучины более чем на 50 мм, а также трещины длиною более 30 мм, образовавшиеся при обстреле у кромок (кромки) карточки – не допускаются. 38. Некондиционные поражения, полученные при попаданиях отстоящих друг от друга ближе, чем 3 калибра не засчитываются и выстрел повторяется. 39. При получении неудовлетворительных результатов испытания первой контрольной плиты, производится переиспытание поддона на 2-й контрольной плите. В отдельных случаях допускается переобработка первой плиты по уточненному режиму и переиспытание ее. При неудовлетворительных результатах переиспытаний данный поддон бракуется, а вся плавка проходит контрольные испытания по каждому поддону. 40. Кроме указанных в пунктах 30 – 39 сдаточных полигонных испытаний, производятся периодические факультативные испытания снарядами 76 мм под углом 30°. Для проведения этих испытаний отбирается одна карточка от 15 плавок размером 1200х1200 мм. Карточка обрабатывается по установленному режиму. В карточку дается 2 выстрела при Vуд. 600, 610 и 620 м/сек для толщин 40, 45 и 50 мм соответственно. 41. Допуск плавки (или поддона) в производство осуществляется только после заключения Военпреда на паспорте о годности. 43. На всех основных деталях при их изготовлении предусматривается оставление 2 – 4-х проб размером ~ 250х70 мм. Пробы оставляются в местах, обусловленных эскизом на каждую деталь, согласованным с Военпредом, и выполняются точно по шаблону. Пробы соединяются с деталью перемычкой шириной ~ 10 – 20 мм. Все пробы должны быть замаркированы № плавки, № листа, № детали и № пробы и заклеймены ОТК. Пробы без клейма ОТК считаются недействительными. ПРИМЕЧАНИЕ: Список основных деталей, на которых предусматривается оставление проб составляется заводом, согласовывается Военпредом и прилагается к техническим условиям. 44. После окончательной термообработки детали, необходимая для контроля часть проб отрезается по перемычкам и ломается (остальная часть проб оставляется на детали на случай ее переобработки). Оценка излома проб и определение твердости производится согласно пунктов: 12, 13, 21 и 22. 45. Мелкие детали, на которых оставление проб не предусмотрено, контролю на излом н подлежат. Проверка твердости их производится на лицевой поверхности в 2 – 4-х точках (в зависимости от габаритов деталей). 46. Военпреду предъявляются полученные изломы и паспорт детали, по которым Военпред производит заключение о годности детали. 47. При удовлетворительном виде излома и твердости, детали считаются годными и поступают на дальнейшую обработку. Оставшаяся часть проб на излом и твердость не контролируются. 48. Детали с неудовлетворительным изломом или твердостью поступают на переобработку и поломку оставшихся проб. Если после переобработки детали излом или твердость остаются неудовлетворительными – деталь бракуется. В случае получения сомнительного излома допускается группировка таких деталей в партию не более 10 штук, от которой Военпред назначает одну деталь для контрольных испытаний по условиям п.п. 30 – 39. При получении удовлетворительных результатов испытания вся партия принимается, при неудовлетворительном результате испытания вопрос о приемке или забраковке таковых деталей решается Главным Инженером или Главным Технологом завода совместно с Военпредом, которые могут назначить необходимые дополнительные испытания. 49. При окончательной обработке деталей специальная зашлифовка огневых кромок, не обусловленная в чертежах, не производится. Окалина должна быть удалена с внутренней поверхности детали любым способом: обивкой, очисткой пескоструем, зачисткой и др. 50. После окончательной обработки детали принимаются ОТК, представителем завода заказчика и Военпредом по размерам и состоянию поверхности. 51. При приемке, на деталях допускаются следующие поверхностные дефекты: а) Рябь глубиной, не превышающей минусового допуска на толщину детали более чем на 0,5 мм. б) Раковины глубиной до 10% от номинальной толщины детали; площадь каждой раковины не должна быть больше 4 кв. см. в) При обнаружении на деталях плен, последние должны быть удалены путем зачистки или вырубки с последующей зачисткой. Глубина зачистки плен на деталях площадью больше 0,5 кв. м. не должна превышать 5% от номинальной толщины детали; площадь зачистки не должна быть больше 100 кв. см. Детали с поверхностными дефектами, не предусмотренными настоящими Т.У., могут быть приняты по согласованию с Военпредом на заводе поставщика. В случае необходимости ремонта таких деталей, способ ремонта (как например заварка дефектов) согласовывается с Военпредом. 52. Расслои длиною свыше 60 мм на кромках деталей – не допускаются. Вопрос о приемке или использовании деталей с расслоями, выходящими за указанные выше допуски (в раскрой на другие детали, дополнительная зашлифовка и т.д.) решается на заводе поставщика Главным Инженером или Главным Технологом завода совместно с Военпредом. 53. Трещины на деталях не допускаются. 54. Принятые детали толщ. 35 – 50 мм полигонным испытаниям не подвергаются. ПРИМЕЧАНИЕ: Для периодического контроля качества деталей валового производства завод обязан по требованию Военпреда производить факультативный обстрел деталей, забракованных при окончательной приемке. 56. Детали толщиной 25 – 30 мм подвергаются испытаниям согласно Т.У. АБТУ КА на 1939 г. 57. Приемка и полигонные испытания деталей толщиной до 20 мм включительно производится соответственно Т.У. АБТУ КА на 1939 г. со следующим дополнением: На кромках деталей допускается не более 3-х расслоев на один погонный метр, длиною каждый до 30 мм включительно. 58. На принятых деталях у места маркировки на специально зашлифованной площадке, набивается клеймо ОТК, приемщика завода заказчика и Военпреда. 59. Изломы от принятых деталей и карточек сохраняются заводом в течение одного месяца после приемки таковых. 60. Контроль за соблюдением установленного технологического процесса производства деталей обеспечивается ОТК. НАЧАЛЬНИК 8 ОТДЕЛА АБТУ КРАСНОЙ АРМИИ ВОЕНИНЖЕНЕР 1-РАНГА подпись (Афонин)
Исп. Бурцев 25.7.40 г. № 4798
РГВА Фонд 31811 Опись 2 Дело 1010 лист 248 – 250
НАЧАЛЬНИК 3 ОТДЕЛЕНИЯ 8 ОТДЕЛА АБТУ КА ВОЕНИНЖЕНЕР 2 РАНГА подпись (БУРЦЕВ) Исп. Бурцев 25.7.40 г. № 4798 |

|
© Макаров А.Ю., Желтов И.Г., 2017
При любом использовании размещенных на данном сайте документов - обязательно указывать архивные реквизиты: архив, фонд, опись, дело, лист. При любом использовании размещенного на данном сайте авторского текста - обязательно указывать имя автора и ссылку на сайт "Т-34 Информ" Защищено законом по авторским правам. Наша почта: email@t34inform.ru |