|
ЦАМО Фонд 38 Опись 11355 Дело 157 Лист 130
27/I 1941 г. ЗАМ. НАРОДНОГО КОМИССАРА СУДОСТОИТЕЛЬНОЙ ПРИЛОЖЕНИЕ: упомянутое на 27 листах. ДИРЕКТОР НИИ-48 подпись (ЗАВЬЯЛОВ) Отпеч. 4 экз.Исп. Пильник № 2693 24/I-41 г.
ЦАМО Фонд 38 Опись 11355 Дело 47 Листы 131 – 137
БРИГАДЫ ПО ОКАЗАНИЮ ТЕХНИЧЕСКОЙ ПОМОЩИ ЗАВОДУ № 183 им. КОМИНТЕРНА (г. Харьков) ПО СВАРКЕ КОНСТРУКЦИЙ А-34. Работа проведена бригадой НИИ-48 в составе инж. ПИЛЬНИК П.В. и ЯШИНА И.В. под руководством Нач. 3-го Отд. НИИ-48 ГОРЯЧЕВА А.П. в период с 1 ноября по 16 декабря 1940 г. При налаживании производства сварных средних танков А-34 на заводе № 183 появился большой брак по трещинам на свариваемых деталях конструкции. Для выявления причин возникновения трещин и оказания заводу технической помощи НИИ-48, по телеграфному распоряжению Зам. Наркома Судостроительной Промышленности т. РЕДЬКИНА от 28/Х-1940 г., была командирована на завод № 183 бригада в составе инженеров ГОРЯЧЕВА А.П., ПИЛЬНИКА П.В. и ЯШИНА И.В. В результате детального ознакомления с чертежами конструкции и технологией сварки бригадой внесены следующие конструктивные и технологические изменения в чертежи и карты технологического процесса сварки данной конструкции: 1. Для уменьшения напряжений в наклонных деталях носа 34.29.904 и 34.29.905, способствующих возникновению трещин, отменены наружные сварные швы приварки лобовой балки 34.29.906. 2. С той же целью предложено исключить обварку рым на дет. 34.29.904, оставив крепление их только на заклепках. 3. Исключена клепка тавра по стыку деталей днища 34.29.009 и 010 и оставлена его приварка. 4. С целью уменьшения механической обработки изменена конструкция соединения днища с бортами, согласно эскизов 1 и 2 (рис. 1 и 2). 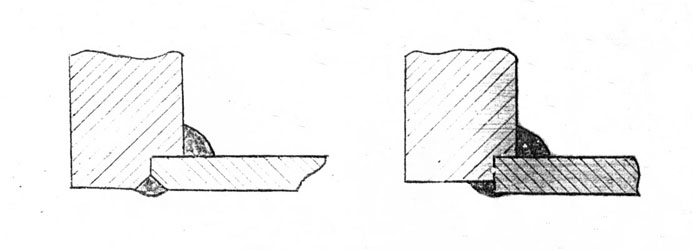
Рис. 1 Прежняя конструкция; Рис. 2 Новая конструкция. 5. С той же целью изменена конструкция соединения деталей донышка подкрылка №№ 34-29-65, 66-67, 69,70,71 с бортами 34.29.005 (006) и подкрылками, согласно эск. 3 и 4 (рис. 3 и 4). 6. Соединение деталей носа 34.29.904 с бортами 34.29.005 (006) изменено согласно эскизов 5 и 6 (рис. 5 и 6). 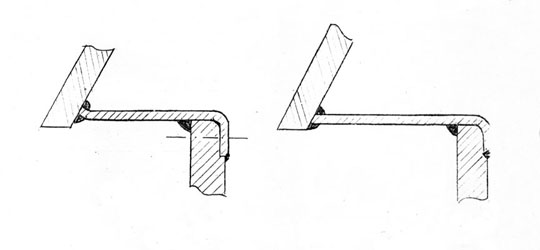 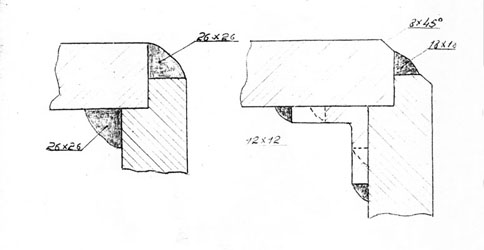
Рис. 3 Прежняя конструкция; Рис. 4 Новая конструкция. Рис. 5 Прежняя конструкция; Рис. 6 Новая конструкция. 7. Внутренние швы, соединяющие дет. 34.29.906 с дет. 34.29.904 (905) уменьшены до размера 18 х 18, вместо 26 х 26, а на дет. 34.29.906 сняты по кромкам фаски 8 х 45°. 8. Изменены технические условия на поставку электродов МД в сторону снижения содержания в них углерода до 0,23% по верхнему пределу. 9. Учитывая, что аустенитные электроды марки 25–12 дают сварные соединения высокой прочности и снижают склонность брони к образованию трещин в зонах термического влияния сварки – предложено в первую очередь перевести на сварку аустенитными электродами следующие, наиболее ответственные и опасные в смысле возникновения трещин швы: а) Соединение бортов дет. 34.29.005 (006) с деталями носа 34.29.904 (905); б) Внутреннюю приварку дет. 34.29.906 к дет. 34.29.904 (905); в) Вварку дет. 34.29.877-2 в дет. 34.29.904; г) Приварку дет. 34.29.019 к дет. 34.29.904; д) Приварку донышка подкрылка 34.29.65, 66, 67 и 69, 70, 71 к бортам 34.29.005 (006) и к подкрылку 34.29.012 (013). 10. Отменены предварительные наплавки по кромкам свариваемых деталей. Кроме перечисленных выше основных мероприятий, бригадой предложен еще целый ряд других изменений (см. приложение № 1). Учитывая, что на заводе отсутствует опыт сварки аустенитными электродами, и совершенно нет подготовленных для этого сварщиков, бригадой организованы и проведены следующие мероприятия: 1. Составлены технологические процессы сварки узлов, переводимых на сварку аустенитными электродами. 2. Под руководством бригады и при ее практической помощи заводом полностью освоено производство обмазанных электродов по технологическим условиям и технологическому процессу, разработанным бригадой НИИ-48. 3. Составлены программа по обучению сварщиков завода аустенитными электродами и инструкция по их испытанию. 4. Обучено 52 сварщика завода сварке аустенитными электродами. Обученные сварщики были подвергнуты квалификационной комиссией испытаниям и все выдержали испытания (Акты комиссии смотри в приложении 2). 5. Под руководством бригады с частичной реализацией ее предложений изготовлено сорок корпусов (см. приложение 3). Полной реализации предложений мешало отсутствие достаточного количества аустенитных электродов. В связи с тем, что сварка сорока корпусов дала удовлетворительные результаты, предложения бригады специальным распоряжением были внедрены в валовое производство завода (см. приложение 5). При проверке изготовленных корпусов установлено, что в сочетании бортов с деталями носа и донышками подкрылков трещины совершенно отсутствуют, в то время как до перевода этих швов на сварку аустенитными электродами трещины появлялись почти на каждом корпусе в больших количествах. На наклонных деталях носа было обнаружено 18 небольших единичных надрывов на всех 40 корпусах. Появление этих надрывов объясняется тем, что деталь носа находится в весьма неблагоприятных в смысле сварки условиях, а именно на ее плоскости имеется очень большое количество всякого рода приварок и вварок. Кроме того, она обваривается еще по всему контуру. Такое значительное количество сварки в очень сильной степени напрягает деталь и приводит к возникновению надрывов в зоне сварки. Для ликвидации возможности возникновения надрывов по наклонной детали носа № 34.29.904 заводу предложено реализовать все мероприятия, изложенные в приложении № 1, касающиеся этой детали и пересмотреть конструкцию улавливателя свинцовых брызг, которая выполнена весьма неудачно. Из указанного выше следует, что по всем швам, переведенным на сварку аустенитными электродами, трещины полностью ликвидированы. Исключение представляет лишь наклонная деталь носа № 34.29.904, на которой иногда еще возникают единичные надрывы, которые исчезнут по реализации всех последующих предложений бригады. Проведение в жизнь всех нереализованных предложений бригады, завод взял на себя, и работу бригады признал законченной, что и подтверждается специальным письмом на имя Зам. Наркома Судостроительной Промышленности т. Редькина (см. приложение 6). Для проверки прочности соединения носовой части корпуса с бортами, на заводе был изготовлен узел по варианту, предложенному бригадой (см. рис 6). После сварки узел был подвергнут полигонным испытаниям. Испытания показали, что прочность соединения с уменьшенными размерами швов и внутренним соединительным угольником выше, чем прочность соединения выполненного по старому варианту электродами МД. ДИРЕКТОР НИИ-48 подпись (ЗАВЬЯЛОВ) НАЧ. 3-го ОТДЕЛА НИИ-48 подпись (ГОРЯЧЕВ) ЧЛЕНЫ БРИГАДЫ:Ст. ИНЖЕНЕР П.Т.О. НИИ-48 подпись (ПИЛЬНИК) 22/XII-40 г. исп. Пильник № 2693
ЦАМО Фонд 38 Опись 11355 Дело 47 Листы 138 – 139
«Приступить к исполнению и внедрению в жизнь. Разработать план и сроки внедрения к 15/XI-40 г. Изменения по 520 провести 15/XI (дать эскизы, изм. черт.). МАХОНИН 13/XI-40 г. КОЗЫРЕВ 13/XI-40 г.»
ДИРЕКТОРУ ЗАВОДА им. КОМИНТЕРНА т. МАКСАРЕВУ Ю.Е. 1. Чертеж 34.29.6сб, продольный разрез, сечение Д-Е. а) Размеры наружных швов соединения деталей 34-29-904 и 34-29-006 (005) изменить с 26 х 26 на 18 х 18. Для получения плавного перехода от шва к материалу свариваемых деталей, на дет. 34-29-904 и 34-29-006 (005) снять фаски согласно эскиза "1" (электроды аустенитовые типа 25–12). б) Внутренний угловой шов соединения деталей 34-29-904 и 34-29-006 (005) заменить угольником на приварке согласно эскиза "2" (электроды аустенитовые типа 25–12). Угольник должен изготовляться с вырезами по обоим полкам, согласно эскиза "3". в) Наружный шов соединения деталей 34-29-615-1 и 34-29-005 (006) варить по всей окружности сечением 20 х 20 (вместо 30 х 30) аустенитовыми электродами типа 25–12. Указанные изменения по п. 1 вносятся в связи с переходом на сварку аустенитовыми электродами, имеющими более высокие механические свойства по сравнению с электродами марки "МД", и необходимости уменьшения усадочных и термических напряжений в данных узлах, резко увеличивающих склонность стали к трещинам. 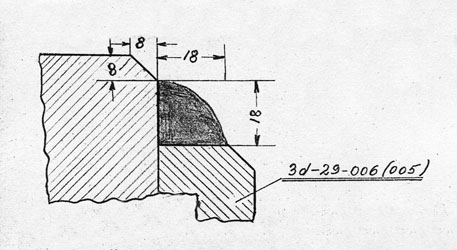 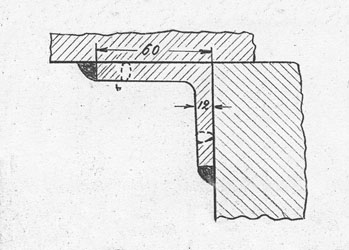 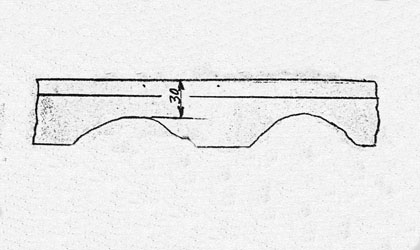
Эскизы 1 – 3. 2. Чертеж 34.29.6сб, продольный разрез, сечение М-М (лист 1, учетный лист № 4). а) Уменьшить усиление стыковых швов дет. 34-29-904 и 34-29-877-2 с 3 – 4 мм до 0,05 – 1,0 мм б) Прихватки ставить на расстояние не ближе 50 мм от края детали. в) Сварку внутренних и наружных швов производить электродами типа 25–12. ПРИМЕЧАНИЕ: в ближайшее время считать необходимым уменьшить глубину разделки швов для наружных с 15 мм до 10 мм и для внутренних с 18 мм до 12 мм. 3. Чертеж 34.29.20сб, сечение М- (лист 1, учетный лист № 7). а) Уменьшить размеры внутреннего и наружного шва дет. 34-29-904 и 34-29-019 с 20 х 20 до 15 х 15. Сварку производить аустенитовыми электродами. 4. Чертеж 34.29.6сб, продольный разрез (лист 1, учетный лист № 2). Внутренние швы соединения дет. 34-29-905 (904) с дет. 34-29-906 уменьшить до размеров 18 х 18. На дет. 34-29-906 снять фаску до размера шва. Сварку производить аустенитовыми электродами. Чертеж 34.29.6сб поперечный разрез (Лист 1, учетный лист № 10). а) По сечению I-I снять предварительную наплавку и делать ее на деталях днища при сварке корпуса в приспособлениях. Сварку данного шва производить аустенитовыми электродами. б) По сечению II-II, в случае наличия заклепок, наружный шов снять. в) По сечению III-III снять предварительную наплавку (будет устанавливаться угольник, см. приложение № 1). После осуществления данных мероприятий и внедрения их в производство, должен быть осуществлен пересмотр остальных узлов корпуса. Члены бригады: п/п (ГОРЯЧЕВ) Верно с 700 (Черкасская) Штамп "Секретарь института" подпись.
ЦАМО Фонд 38 Опись 11355 Дело 47 Листы 140 – 141
1. Чертеж 34-29-6Сб, учетный лист 15. Приварку дет. 34-29-904 к дет. 34-29-005/006 швом сечением 12 х 12 мм. 2. Чертеж 34-29Сб, учетный лист 13. а) на дет. 34-29-905 отменить предварительную наплавку, сварку ее с дет. 34-29-009 производить швом 16 х 16 мм. б) на дет. 34-29-013/012 отменить предварительную наплавку, сварку ее с дет. 34-29-904 производить швом разм. 18 х 18 вместо 26 х 26 мм. в) на дет. 34-29-904 отменить предварительную наплавку, сварку ее с дет. 34-29-011-1 производить швом 12 х 12 мм. г) сварку дет. 34-29-012/013 с дет. 34-29-011-1 производить швом 18 х 18 мм. 3. Чертеж 34-29Сб, учетный лист 8. Наружные и внутренние листы дет. 34-29-065 с дет. 34-29-012 варить сечением 10 х 10 мм. 4. Чертеж 34-29Сб, учетный лист 11. а) Сварку дет. 34-29-009-1 с дет. 34-29-010-1 производить швом 20 х 20 мм. б) в соединении дет. 34-29-080 с дет. 34-29-009-1 сварку отменить, оставив одни заклепки с парусиновой прокладкой для создания герметичности. 5. Чертеж 34-29Сб, учетный лист 11. а) наружный шов сечения 12 х 12, соединяющий дет. 34-29-007 с дет. 34-29-010-1. б) наружные швы сечения 14 х 14, соединяющие дет. 34-29-005/006 с дет. 34-29-009-1,010-1. в) наружный шов сечения 12 х 12, соединяющий дет. 34-29-905 с дет. 34-29-009. 6. Чертеж 34-29Сб, учетный лист 12. Наружный шов сечения 15 х 15, соединяющий дет. 34-29-012/013, 34-29-904 с дет. 34-29-011-1. 7. Чертеж 34-29Сб, учетный лист 9. Шов сечения 16 х 16, соединяющий дет. 34-29-102С б с дет. 34-29-96Сб. 8. Чертеж 34-29Сб. а) шов, соединяющий дет. 34-29-759 с дет. 34-29-783 варить сечением 20 х 20. б) шов, соединяющий дет. 34-29-877-2 с 34-29-728-3/729-3 варить сечением 20 х 20. 9. Кроме перечисленных выше швов считаем необходимым перевести на сварку аустенитовыми электродами: а) всякого рода бонки внутри коробки, привариваемые к бортам. б) наиболее ответственные швы корпуса. Все перечисленные мероприятия за исключением сварки конуса считаем целесообразным реализовать на 5-ти коробках, упомянутых в распоряжении по "700" за № 57 от 19/XI-40 г. Представители НИИ-48: подпись (Пильник) Копия с копии: РЕЗОЛЮЦИЯ "И" "700" тов. САВОСТИНУ. "520" тов. КУЧЕРЕНКО. 1. Для исполнения в кратчайшие сроки. 2. Дайте проект распоряжения и проекты писем. МАХОНИН 24.XI.1940 г. Верно: подпись Копия с копии верна: подпись (Черкасская) Штамп "Секретарь института" подпись.
ЦАМО Фонд 38 Опись 11355 Дело 157 Лист 142
В целях более успешного проведения обучения и испытания сварщиков сварке аустенитными электродами предлагаю: Нач. цеха "721" тов. ПУПКО А.К. и Нач. цеха "725" т. СИДОРОВУ И.Т. ежедневно выделять по 2 человека сварщиков для обучения и испытания, обеспечив их производственными участками. Для разбивки сварных образцов выделять слесаря. Ответственным за обучение и испытание сварщиков является техник "743" тов. БОЧАРОВ. НАЧ. ОТД. "700" подпись САВОСТИН. Штамп "Секретарь института" подпись.
ЦАМО Фонд 38 Опись 11355 Дело 157 Лист 148
В целях быстрейшего освоения сварки аустенитными электродами в производстве "700" и соответствующего использования опыта НИИ-48 по сварке такими электродами, – ПРЕДЛАГАЮ: 1. т. ЗОЛОТАРЕВУ совместно с представителем НИИ-48 т. ЯШИНЫМ представить мне технические условия на компоненты и электроды и технологический процесс на изготовление обмазки и электродов. Срок 14.XI-1940 г. 2. т. ЧУДНОВСКОМУ: а) Заготовить компоненты для обмазки в соответствии с техническими условиями, в количестве необходимом для выполнения задания. Срок 15.XI-1940 г. б) Произвести подготовку 300 кгр. аустенитовых электродов (сортировку по длине, очистку окалины и т.д.) и их обмазку согласно техпроцессов. Срок 18.XI-1940 г. 3. Н-ку "748" т. СИДОРОВУ с 17.XI-1940 г. для освоения сварки аустенитовыми электродами обязать мастеров-инструкторов т. ШЕЛАМОВА и т. МИНАКОВА одновременно с выполнением ими прямых обязанностей приобрести от т. ЯШИНА навыки по сварке. Также выделить с 18.XI-1940 г. на срок 10 дней в распоряжение т. ЯШИНА сварщика т. ШЕВЧЕНКО В.М. с освобождением от производственных работ для освоения сварки аустенитовыми электродами и последующего обучения им сварке этими электродами группы сварщиков. 4. Мастерам-инструкторам т. ШЕЛАМОВУ и т. МИНАКОВУ и сварщику т. ШЕВЧЕНКО произвести обучение сварщиков сварке аустенитовыми электродами: к 22.XI-1940 г. – 5 сварщиков к 25.XI-1940 г. – 10 сварщиков. 5. т. ЗОЛОТАРЕВУ и т. ЯШИНУ разработать программы обучения и испытания сварщиков и представить мне на утверждение 18.XI-1940 г. 6. Сварщиков, прошедших обучение подвергнуть испытаниям в комиссии по утвержденной мною программе. 7. Нач. "748" т. СИДОРОВУ с 22.XI-1940 г. приступить к сборке и сварке коробок с применением аустенитовых электродов в узлах, оговоренных в перечне мероприятий, утвержденных ЗД т. МАХОНИНЫМ. Сборку и сварку вести точно по технологическому процессу, разработанному т. ЯШИНЫМ и под его наблюдением, закончить не позднее 27.XI-1940 г. 8. Общее наблюдение за точным выполнением настоящего распоряжения возлагаю на т. ЗОЛОТАРЕВА. Нач. "700" п/п (САВОСТИН) Копия верна: Штамп "Секретарь института" подпись.
ЦАМО Фонд 38 Опись 11355 Дело 157 Лист 149
Прошу внести исправление в п. 7 РАСПОРЯЖЕНИЯ № 57 по отд. "700" от 14.XI.1940 г. В п. 7 этого распоряжения во 2-й строчке написано: "сварке коробок с применением" и т.д. Должно быть написано: "сварке 5 (пять) коробок с применением" и т.д. 18.XI-1940 г. Верно: подпись (Черкасская) Копия верна: Штамп "Секретарь института" подпись.
ЦАМО Фонд 38 Опись 11355 Дело 157 Лист 150
В карте наглядного технологического процесса по сварке коробки "А-34" внести следующие изменения: В карте № 10 однослойную предварительную наплавку внизу борта (сопряжение с днищем коробки) ОТМЕНИТЬ. 3 "700" (СОЙБЕЛЬМАН) Верно: подпись (Черкасская)Копия верна: Штамп "Секретарь института" подпись.
ЦАМО Фонд 38 Опись 11355 Дело 157 Лист 151
Для устранения дефектов по сварке коробки "А-34" ПРЕДЛАГАЮ: I. 1. Нач. "721" тов. ПУПКО с 22.XI-1940 г. отменить предварительную наплавку по кромкам дет. 34.29.904, 877-1. 2. Отменить с этого числа предварительную наплавку на основании шахт дет. 34.29.058, 059, 060. 3. Отменить с этого же числа предварительную наплавку по кромке дет. 34.29.905. 4. Отменить с этого же числа предварительную наплавку по кромке дет. 34.29.007. II. 1. "735" уточнить сварку на стенде шва по кромке дет. 34.29.905 и 010-1 в внутренней стороны. 2. Уточнить сварку на стенде шва дет. 34.29.905 и 010-1 с внутренней стороны. 3. Уточнить сварку шва с внутренней стороны дет. 34.29.007 и 009-1. 4. Ввести в процесс сошлифовку острой кромки по дет. 34.29.877-1, доведя ее ширину до 8 – 10 мм. 5. Ввести двухслойную сварку на стендах оснований шахт к шахтам. 6. Ввести указанные изменения в картах наглядных техпроцессов по сварке. 7. Уменьшить длину предварительной наплавки на кромках дет. 34.29.012, 013, изменив размеры 40 и 60 на 80 и 100 карты наглядного процесса по сварке. 8. Отменить предварительную наплавку по дет. основания смотрового прибора 34.29.728-2, 729-2. Зам. Нач. "700" Гл. технолог "700" (Литвинов) Верно: подпись (Черкасская)Копия верна: Штамп "Секретарь института" подпись.
ЦАМО Фонд 38 Опись 11355 Дело 157 Лист 152
В связи с внедрением в производство аустенитовых электродов "25-12" – ПРЕДЛАГАЮ: Нач. "725" тов. СИДОРОВУ: 1. Подготовку фасок на дет. 34.29.005, 006 производить согласно эскизов, составленных "520". 2. Приварку дет. 34.29.065 – 071 (днища подкрылков) к дет. 4.29.005, 006 и сварку дет. 34.29.005, 006 с дет. 34.29.904 и дет. 34.29.905 производить аустенитовыми электродами марки "25-12", руководствуясь составленными технологическими процессами. Приварку кронштейна ленивца к дет. 34.29.005, 006, 904, 905 производить также аустенитовыми электродами. 3. К сборке и сварке объектов с перечисленными выше изменениями приступить с 25.XI-1940 г. Нач. "721" тов. ПУПКО: С 25.XI-1940 г. на дет. 34.29.904 и 34.29.905 снимать фаски согласно эскизов, составленных "520". Пом. Нач. "700" т. ВЕРГУНУ. С 25.XI-1940 г. ежедневно изготовлять не менее 16 шт. дет. 34.29.1047 16 шт. дет. 34.29.1049 16 шт. дет. 34.29.357-2 по чертежам, изготовленным "520". Нач. "707" т. ЧУДНОВСКОМУ. С 25.XI-1940 г. ежедневно производить 200 кгр. аустенитовых электродов марки "25-12". Нач. "740" т. БУТКО: Обеспечить "707" компонентами для обмазки электродов "25-12" по заявке т. ЧУДНОВСКОГО к 27.XI-1940 г. Зам. Нач. "700" Гл. Технологу "700" т. ЛИТВИНОВУ: Оформить изменения в технологической документации в соответствии с настоящим распоряжением к 28.XI-1940 г. Нач. "700" п/п (САВОСТИН) Копия верна: Штамп "Секретарь института" подпись.
ЦАМО Фонд 38 Опись 11355 Дело 157 Лист 154
В связи с получением удовлетворительных результатов при применении сварки аустенитовыми электродами на 5 опытных коробках – ПРЕДЛАГАЮ: Нач. "725" тов. СИДОРОВУ сварку аустенитовыми электродами бортов и носовую часть коробки принять на серийное производство, согласно утвержденных мною карт наглядного техпроцесса на сварку этих узлов. Нач. "735" тов. СЕРГИЕНКО немедленно внести соответствующие изменения в техническую документацию и составить для отд. "3" заявку на аустенитовые электроды и компоненты для обмазки. ПРИМЕЧАНИЕ: Основанием для настоящего распоряжения является согласование этого вопроса с Райинжем – военным инженером II-го ранга тов. КОЗЫРЕВЫМ. Нач. "700" п/п (САВОСТИН) Верно: подпись (Черкасская)Копия верна: Штамп "Секретарь института" подпись.
ЦАМО Фонд 38 Опись 11355 Дело 157 Лист 155
На основании предложений бригады НИИ-48 по переводу на сварку аустенитными электродами носовой части коробки и полученных при этом удовлетворительных результатов прошу внести следующие изменения в чертежах: 1. Для соединения дет. 34.29.904 с дет. 34.29.005, 006 с внутренней стороны коробки ввести угольник (дет. 34.29.104), который приваривается к дет. 34.29.005, 006 и 34.29.904 по всему контуру швом сечением 12 х 12 мм. Сварка участка от дет. 34.29.1047 до дет. 34.29.906 производится сечением 8 х 8 мм. Для внутреннего соединения дет. 34.29.905 с дет. 34.29.005, 006 оставить внутренний шов сечением 18 х 18 мм, отменив угольник 34.29.1049. 2. Наружные швы, соединяющие детали 34.29.904, 905 с дет. 34.29.005, 006 производить сечением 18 х 18 мм. 3. На деталях 34.29.005, 006, 904, 905 ввести фаски размером 45˚ х 7 +1. 4. Приварка дет. 34.29.615 к дет. 34.29.005, 006 и 906 снаружи производится сечением 20 х 20 мм. 9/XII-40 г. НАЧАЛЬНИК ОТДЕЛА "700" подпись САВОСТИН Копия верна: Штамп "Секретарь института" подпись.
ЦАМО Фонд 38 Опись 11355 Дело 157 Лист 156
Главному технологу "700" тов. ЛИТВИНОВУ В.Ф. с 10/XII предлагаю ввести в производство и оформить технической документацией следующие изменения технологического процесса: 1. Сварку внутренних швов кронштейна ленивца дет. 34.29.615 выполнять электродами "МД". 2. Сварку наружных швов подкрылков (дет. 34.29.012, 013) с днищами подкрылков (дет. 34.29.065, 066, 067, 069, 070, 071) выполнять аустенитовыми электродами. 3. Сварку измененного, согласно эскиза "520", угольника (дет. 34.29.104) с дет. 34.29.005, 006 и дет. 34.29.904 производить по всему контуру. Участок от дет. 34.29.906 до угольника (дет. 34.29.1047) варить швом сечения 8 х 8 мм. НАЧ. ОТД. "700" подпись САВОСТИН Копия верна: Штамп "Секретарь института" подпись.
ЦАМО Фонд 38 Опись 11355 Дело 157 Лист 157
№ 025-62 ЗАМ. НАРКОМА НКСП тов. РЕДЬКИНУ
За время пребывания бригады на заводе с 1 ноября по 16 декабря сего года проделано следующее: 1. Просмотрены чертежи и технологические процессы сварки конструкции. Введены соответствующие конструктивные и технологические изменения в них и согласованы с заводом и представителями ГАБТУ КА. 2. Составлены технологические процессы на сварку наиболее ответственных узлов аустенитовыми электродами. 3. Под руководством бригады заводом освоено изготовление обмазанных аустенитных электродов. 4. Составлены программы обучения сварщиков сварке аустенитными электродами и их испытание. 5. Обучено сварке аустенитными электродами и пропущено через квалификационную комиссию пятьдесят человек сварщиков завода. 6. Изготовлено с частичной реализацией предложений бригады НИИ-48 (для полной реализации отсутствовали в необходимом количестве аустенитные электроды) под совместным руководством членов бригады и работников отдела завода 40 коробок. Изготовление данных коробок показало значительное снижение трещин на деталях. Единичные надрывы были обнаружены только на носовой детали № 34-29-904 в количестве 18 шт. На других деталях, сваренных аустенитными электродами надрывов не обнаружено. Благодаря полученным удовлетворительным результатам все осуществленные бригадой мероприятия на опытных коробках уже внедрены заводом в серийное производство. Остальные мероприятия, предложенные бригадой НИИ-48, будут проводиться заводом самостоятельно. ЗАМ. ДИРЕКТОРА ГЛАВНЫЙ ИНЖЕНЕР ЗАВОДА подпись МАХОНИН |

|
© Макаров А.Ю., Желтов И.Г., 2017 – 2018
При любом использовании размещенных на данном сайте документов - обязательно указывать архивные реквизиты: архив, фонд, опись, дело, лист. При любом использовании размещенного на данном сайте авторского текста - обязательно указывать имя автора и ссылку на сайт "Т-34 Информ" Защищено законом по авторским правам. Наша почта: email@t34inform.ru |