|
РГВА Фонд 31811 Опись 3 Дело 1850 листы 1 – 90 УТВЕРЖДАЮ:НАЧАЛЬНИК БТУ КА ВОЕНИНЖЕНЕР 1 РАНГА подпись (КОРОБКОВ) Дописано от руки Б.М. Коробковым: «с замечаниями, см. приложение» СОГЛАСЕН: ДИРЕКТОР ЗАВОДА № 183 им. КОМИНТЕРНА подпись 25/VII (МАКСАРЕВ) НА СБОРКУ И ПРИЕМКУ МЕХАНИЗМОВ И ИСПЫТАНИЕ МАШИНЫ "А-34" ВЫПУСКА 1940 г. НАЧАЛЬНИК 4-го Отдела АБТУ КА Военинженер 1 ранга «Раздел ТУ об установке артсистемы пересмотреть и представить на утверждение АТУ КА по Ф-32 и 45 мм пушки. подпись С.А. Афонина» 1. Заправку механизмов "летней" смазкой производить с 1.IV по 31.IX. 2. Заправку механизмов "зимней" смазкой производить с 1.Х по 30.III. 3. Включение радиатора, охлаждающего масло, выходящее из мотора, производить с 15.V по 30.Х. 4. Выключение радиатора, охлаждающего масло, выходящее из мотора, производить с 1.XI по 14.V. 5. Летний нагрев механизмов масла и воды считать с 15.V по 31.Х. 6. Зимний нагрев механизмов масла и воды считать с 1.XI по 14.V. ПРИМЕЧАНИЕ: Периоды летних и зимних температур указаны для Харьковской области. 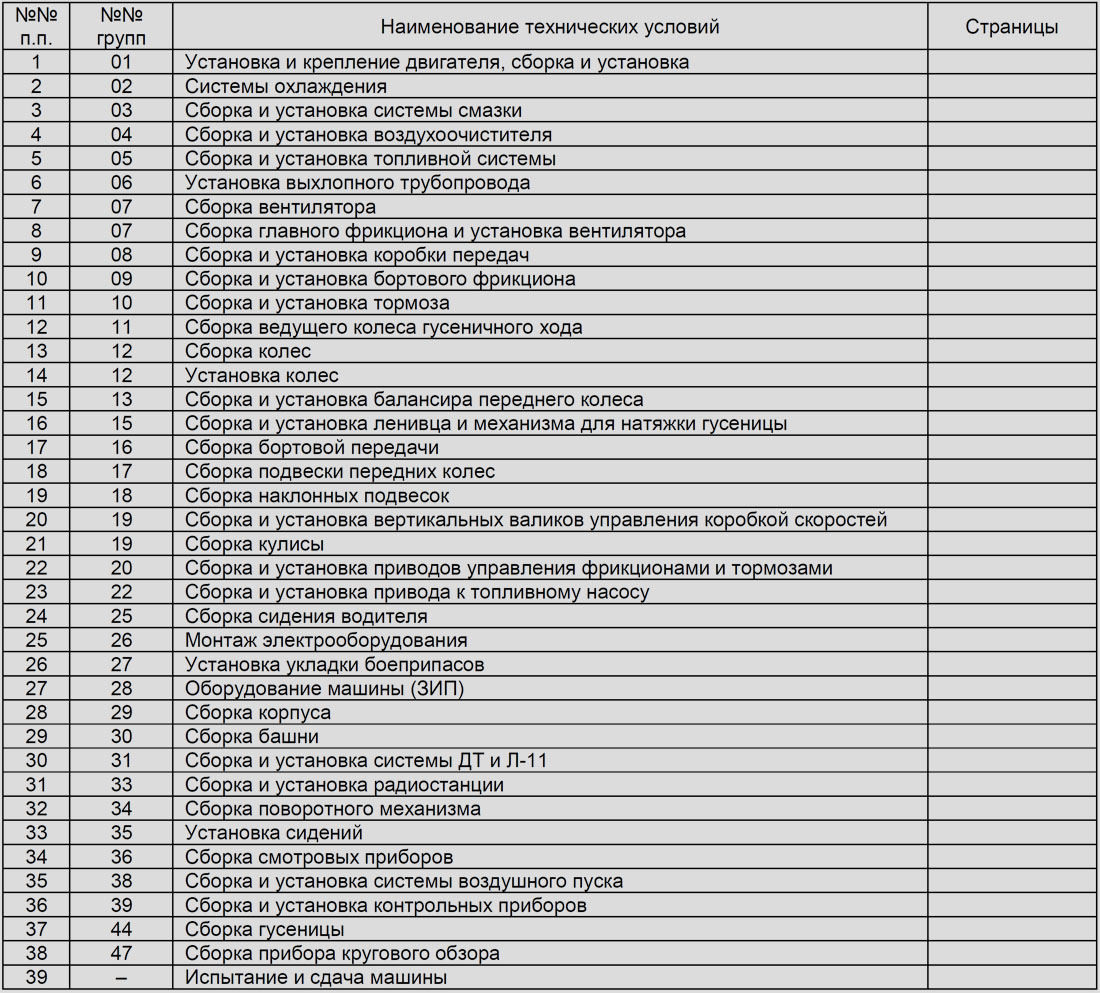 НА УСТАНОВКУ И КРЕПЛЕНИЕ ДВИГАТЕЛЯ ГРУППА 01. Технические условия на установку и крепление двигателя смотри на чертеже 34.01.сб.1. НА СБОРКУ И УСТАНОВКУ СИСТЕМЫ ОХЛАЖДЕНИЯ Группа 02. Технические условия на сборку и установку системы охлаждения смотри на чертежах: 34.02.1.сб., 34.02.3сб., 34.02.4.сб., 34.02.5сб., 34.02.8сб., 34.02.9сб., 34.02.11сб., 34.02.12сб., 34.02.19сб. и 34.02.сб. НА СБОРКУ И УСТАНОВКУ СИСТЕМЫ СМАЗКИ Группа 03. Технические условия на сборку и установку системы смазки смотри на чертежах: 34.03.10сб., 34.03.11сб., 34.03.12сб., 34.03.13сб., 34.03.17сб., 34.03.31сб., 34.03сб. с дополнением нижеследующего: Работу системы смазки после сборки проверить поочередно на одновременно выключенных обоих радиаторами одновременно включенных обоих радиаторах. Затем работу системы смазки проверить поочередно на одном левом и одном правом баках. ПРИМЕЧАНИЕ: Переключение перепускного крана (34.03.12сб. или 34.03.13сб.) и запорного крана (34.03.17сб.) при работе на одном баке разрешается производить только при неработающем двигателе. Переключение перепускных кранов 34.03.12сб. и 34.03.13сб и запорного крана 34.03.17сб. разрешается производить только при неработающем двигателе. 34.03.28сб. привод масляного насоса отменен. НА СБОРКУ И УСТАНОВКУ ВОЗДУХООЧИСТИТЕЛЯ Группа 04 Технические условия на сборку и установку воздухоочистителя смотри на чертеже 34.04.сб. НА СБОРКУ И УСТАНОВКУ ТОПЛИВНОЙ СИСТЕМЫ Группа 05 Технические условия на сборку и установку топливной системы смотри на чертежах: 34.05.16сб., 34.05.17сб., 34.05.18сб., 34.05.20сб., 34.05.21сб., 34.05.22сб., 34.05.23сб., 34.05.24сб., 34.05.26сб., 34.05.27сб., 34.05.47сб., 34.05.сб. и 05-С28. НА УСТАНОВКУ ВЫХЛОПНОГО ТРУБОПРОВОДА Группа 06 Технические условия на установку выхлопного трубопровода смотри на чертеже 34.06.сб.1. НА СБОРКУ ВЕНТИЛЯТОРА Группа 07 Технические условия на сборку вентилятора смотри на чертеже 34.07.7.сб. – на установку вентилятора смотри в технических условиях на сборку главного фрикциона. НА СБОРКУ ГЛАВНОГО ФРИКЦИОНА И УСТАНОВКУ ВЕНТИЛЯТОРА (сб. черт. 34.07.сб.) I. СБОРКА КОМПЛЕКТА МАХОВИКА, Дет. 34.07.004. 1. Внутренне кольцо роликоподшипника, дет. 34.07.013 должно быть напрессовано на ступицу маховика до плотного упора. 2. Правильность прилегания конусов, дет. 1107-168-4 и 1107-227 к своим посадочным местам в маховике, должна проверяться по краске, до разрезки конусов. Площадь прилегания конусов должна быть не менее 75% их рабочей поверхности и располагаться посередине или у большого основания конуса. 1. Наружное кольцо роликоподшипника, дет. 34.07.012, должно быть посажено до упора в бурт барабана. 2. Суммарный радиальный зазор между роликами подшипника 34.07.2сб. и кольцами дет. 34.07.012 и 34.07.013 должен быть в пределах 0,06 ÷ 0,2 мм (зазор должен проверяться после напрессовки колец на маховик и во внутренний барабан). 3. После установки в барабан роликоподшипника 34.07.сб2. ступица барабана, дет. 34.07.006-1 должна быть болтами притянута к барабану до плотного упора в торцевую поверхность. Болты должны быть попарно связаны проволокой. 1. Шпильки, дет. 34.07.020, должны быть притянуты гайками к подшипниковой коробке до плотного упора. Допускаемая неперпендикулярность шпилек проверяется свободным прохождением противоположных концов их, через отверстия маховика и нажимного диска. Подгибка установленных шпилек не допускается. 2. Шарикоподшипник Г.П.З. – 226, своим наружным кольцом должен быть посажен в коробку до плотного упора и зажат крышкой, дет. 34.07.011, причем зазор между фланцем крышки и подшипниковой коробки должен быть заполнен прокладками, дет. 34.07.030 и 34.07.031. 3. Поводковая коробка 34.07.4.сб. должна быть поставлена во внутреннее кольцо подшипника до плотного упора, при этом сальниковое кольцо не должно быть закушено. Поводковая коробка с внутренним кольцом подшипника должна свободно проворачиваться, без заклиниваний и заеданий. 1. Гнездо подшипников, дет. 34.07.057,должно быть посажено в хвостовик вала до упора в бурт. 2. Шарикоподшипники, дет. 206 ОСТ 6121, со стяжным болтом, заведенным во внутренние кольца, должны быть посажены до упора в бурт гнезда и затянуты гайкой, дет. 34.07.049, до плотного упора. Гайка должна быть застопорена шайбой, дет. 34.07.050. Все свободные внутренние усики шайбы должны быть отогнуты на гайку. А. Установка дисков трения. 1. Диски трения, СК.09-3 и СК.09-4, перед постановкой должны быть промыты в бензине. 2. Диски должны свободно, без заклиниваний входить в зубья маховика и устанавливаться в порядке их рабочего положения. 3. Разность в толщине комплекта дисков, при замере в диаметрально противоположных местах, по наибольшему диаметру допускается не более 0,3 мм. 4. Нажимной диск, дет. 34.07.009, должен быть притянут гайками к шпилькам подшипниковой коробки до плотного упора, причем между диском и шпильками должны быть проставлены прокладки, дет. 07-139-1, толщиною в 1 мм. 1. Основной зазор шариков 16 ОСТ 8201, должен быть отрегулирован в пределах 1 ± 0,1 мм кольцами, дет. 1107-327. 2. Толщина набора колец "а" определяется как разность замеров "б" и "в", где: размер "б" – расстояние от торца корпуса, уплотнительных колец мотора до торцевой поверхности расположения канавок в дет. 34.07.033, плюс 7 мм. Размер "в" – расстояние от торца конуса, дет. 1107-227, до торцевой поверхности расположения канавок в дет. 34.07.035. (а = б – в) 1. Вентилятор должен быть посажен на маховик до упора в торец диска вентилятора. 2. Венец с ввернутым установочным винтом 1М8×12–СК–0.47.18 должен быть посажен на маховик, согласно установочного отверстия, до упора в бурт. 3. Болты, крепящие вентилятор и венец, должны быть затянуты до отказа и связаны попарно или по три проволокой. 4. Торцевой зазор между диском вентилятора и маховиком не допускается. 1. Фрикцион должен быть посажен на вал до упора конусом маховика, дет. 1107-227, в регулировочные кольца, дет. 1107-327. 2. Наружный конус маховика, дет. 1107-168-4, должен быть посажен на вал на шпонке, дет. 1107-230 и затянут до плотного упора всего набора пробкой, дет. 34.07.018. 3. До постановки, пробка должна быть расперта распорным конусом, дет. 34.07.044. Распертая пробка должна свободно заворачиваться в вал. 4. Затяжка пробки должна производиться моментом 150 ÷ 180 кгм (на плече 1,5 м усилием 2-х человек в 100 ÷ 150 кг). В процессе затяжки должно быть произведено кратное обстукивание ступицы маховика и пробки медным молотком, с последующей дотяжкой пробки. 5. После окончательной затяжки пробки, гайка распорного конуса должна быть затянута до отказа и застопорена. 6. Расстояние от торца наружного конуса до торца коленчатого вала, замеренное после окончательной затяжки пробки (через отверстие в пробке), должно быть в пределах 3,5 ± 1,5 мм. 1. Барабан своими зубьями должен свободно, без заклиниваний входить в зубья дисков трения. 2. Ступица барабана должна быть посажена во внутренние кольца подшипников, дет. 206 ОСТ 6121 до плотного упора в бурт. Стопор стяжного болта, дет. М6×12 ОСТ 205 должен располагаться при этом в пазе ступицы. 3. Стяжной болт, дет. 34.07.017, должен быть затянут гайкой К1М16 – ОСТ 3312 до плотного упора и зашплинтован. 1. Выключение фрикциона должно происходить свободно, без заклиниваний и заеданий в выключающем устройстве, по шпилькам подшипниковой коробки, в дисках трения и подшипниках. 2. Выключающее устройство должно обеспечивать выжим фрикциона (перемещение нажимного диска) не менее 6 мм. Выжим фрикциона установленного на машине (рабочий ход), должен регулироваться в пределах 5 + 1 мм. Разность размера выжима при замере в диаметрально-противоположных местах допускается не более 0,5 мм. 3. При выключенном фрикционе ведомый барабан должен вращаться свободно от руки. 4. Все подшипники должны быть обильно смазаны консталином. 5. Все свободные полости выключающего механизма должны быть заполнены консталином. 6. Все сальниковые кольца перед постановкой должны быть пропитаны в авиационном масле. 7. Концы шланга, дет. 07-144, должны быть заделаны на трубках таким образом, чтобы шланг не растягивался при полном выключении главного фрикциона. Концы шланга, одетые на трубках, должны быть плотно обтянуты проволокой. Течь масла в местах соединения шланга с трубками – не допускается. 8. Все нерабочие поверхности деталей фрикциона должны быть окрашены черным автолаком М-122. 1. Муфты, дет. 34.07.041, собранные на центрирующем кольце, дет. 34.07.043-1, должны быть стянуты болтами до плотного упора. Причем два отверстия под болты, расположенные диаметрально противоположно друг другу, должны быть развернуты до Ø 14А+0,019 и в них должны быть поставлены призонные болты, дет. 34.07.048. После затяжки болтов зазор в месте разъема муфт – не допускается. 2. Резиновые кольца, дет. 34.07.046-1 и 34.07.047-1, должны быть подобраны по толщине таким образом, чтобы осевое перемещение муфты было не более 1 мм. НА СБОРКУ И УСТАНОВКУ КОРОБКИ ПЕРЕДАЧ Сб. чертеж 34.08.сб-2. I. СБОРКА КОМПЛЕКТА КАРТЕРОВ, ДЕТ. 34.08.030-1, 031-1. 1) Все шпильки должны быть ввинчены в картера до плотного упора в ненарезанную часть. 2) Втулки поводковых валиков, дет. 34.08.065, должны быть посажены в соответствующие отверстия верхнего картера до упора во фланцы. Отверстия для фиксаторов, во втулках, должны совпадать с соответствующими 3) Втулка валика заднего хода, дет. 34.08.061, должна быть посажена до плотного упора в бурт, и застопорена винтом дет. 34.08.062. Дет. 34.08.022-1 А. Сборка гнезда горловины. 1) Кольца роликоподшипников и упорного подшипника должны быть посажены в гнездо до упора в соответствующие бурты. 2) Гайка гнезда, дет. 34.08.038, должна быть завернута до упора в торец наружного кольца роликоподшипника и застопорена винтом М6×15 ОСТ 2051. Винт не должен выступать над наружной цилиндрической поверхностью гнезда. Ось резьбового отверстия М6×1 – 3 кл., под винт, должна быть расположена на расстоянии 5 + 1 мм от торца гнезда. Резьбовое отверстие в гайке может быть сквозным, при этом на выходе по наклонной поверхности отверстие должно быть обжато. 1) Внутреннее кольцо роликоподшипника должно быть посажено до плотного упора в бурт шестерни. 2) Гнездо горловины, собранное согласно пункта "А", должно быть посажено на хвостовик шестерни до плотного упора в кольцо, дет. 08-81-2. 3) Люфт в коническом роликоподшипнике должен быть отрегулирован в пределах 0,1 ÷ 0,15 мм (ролики должны через щуп 0,1 мм свободно перекатываться, а щуп 0,15 мм закусывать). Регулировка люфта должна производиться простановкой соответствующих прокладок, дет. 34.08.081-1, 082-1, 083-1, между буртом ведущей конической шестерни и торцом переходной втулки. 4) Корпус сальника, дет. 34.08.005, должен быть плотно прижат болтами к гнезду. 1) Шестерня, дет. 34.08.023, должна быть установлена на ступицу шестерни, дет. 34.08.016, до плотного упора в торец. Отверстия под болты в шестернях должны быть развернуты. 2) Диметр отверстий после развертывания допускается не менее, чем в 8-ми отверстиях в пределах Ø 16 +0,07 –0,03 и не более чем 4-х пределах Ø 16 +0,14 –0,06, при любом их взаимном расположении. При этом посадка не менее 8-ми болтов должна быть обеспечена с натягом в пределах 0,01÷0,1 мм. 3) Гайки, дет. 34.08.094, должны быть затянуты до плотного упора и зашплинтованы. 4) Торцевой зазор в месте соединения шестерни не допускается, щуп 0,05 мм в местах сопряжения не должен проходить (проверка прилегания шестерни должна производиться по краске). 1) Наружные кольца конических роликоподшипников своими широкими торцами должны быть посажены в гнездо до упора в бурт. 2) Люфт гнезда на подшипниках, при зажатых внутренних кольцах подшипников, должен быть отрегулирован в пределах 0,03÷0,05 мм (ролики должны через щуп 0,05 мм свободно перекатываться, а щуп 0,1 мм закусывать). Регулировка люфта должна производится простановкой соответствующих прокладок, дет. 34.08.089, 090, устанавливаемых между распорным кольцом и внутренними кольцами подшипников. 1) Гнездо средней опоры, собранное согласно раздела IV, должно быть поставлено на вал, до упора внутреннего кольца подшипника в бурт вала. Допускается установка подшипников с подогревом последних в масле до температуры не более 100˚С. 2) На правую опору вала должен быть установлен подшипник ГПЗ 92412, без приставного кольца, до плотного упора внутреннего кольца подшипника в бурт вала. 3) Вал в сборе со всеми шестернями должен быть выбалансирован. Балансировка может производиться путем переустановки шестерен на шлицах или путем высверливания в диске шестерни, дет. 34.08.018, отверстий диаметром до 10 мм. Отверстия должны быть расположены между отверстиями Ø 40 на расстоянии друг от друга не менее, чем на 2 диаметра сверла. А. Сборка крайних гнезд главного вала. 1) Наружные кольца роликоподшипников 2218 ОСТ 6446 должны быть посажены в гнезда, дет. 34.08.008, до упора в бурт и закреплены пружинными кольцами, дет. 34.08.046. 2) Внутренние кольца подшипников должны быть посажены на переходную втулку и ступицу шестерни до упора в соответствующие бурты. 1) Гнездо средней опоры, собранное согласно раздела IV, должно быть поставлено на вал до упора внутреннего кольца подшипника в бурт вала. Допускается установка подшипников с подогревом последних в масле до температуры не более 100˚С. Подшипники должны быть затянуты до плотного упора гайкой, дет. 34.08.042, которая должна быть надежно застопорена шайбой, дет. 34.08.043. 2) Распорные втулки, дет. 34.08.040, 041, должны быть плотно прижаты к торцам ступиц шестерен. Прилегание торцов втулок к ступицам должно быть не менее, чем на ¾ длины окружности. Зазор в местах неприлегания допускается не более 0,1 мм. 3) Втулка, дет. 34.08.045, шестерня, дет. 34.08.020, с установленными подшипниками, должны быть посажены на вал до плотного упора в соответствующие бурты. 4) Вал в сборе со всеми шестернями должен быть выбалансирован. Балансировка может производиться путем переустановки шестерен на шлицах или путем высверливания в диске шестерни, дет. 34.08.021, отверстий диаметром до 10 мм. Отверстия должны быть расположены между отверстиями Ø 50 на расстоянии друг от друга не менее, чем на 2 диаметра сверла. 1) Гайка шестерни, дет. 34.08.047, после установки подшипников и плавающего кольца, должна быть завинчена до упора в торец выточки шестерен, при этом осевое перемещение роликоподшипников, внутри шестерен, должно быть в пределах от 0,7 до 3 мм. 2) Гайка шестерни должна быть застопорена винтом М6×15 ОСТ 2051, который должен быть закернен в одном месте у прореза. Резьба М6×1 – 3 кл. под винт, должна быть нарезана в шестерне на глубину 11 мм в сборе с гайкой, по имеющемуся в ней отверстию Ø 6,5 мм. 1) Пробка фиксатора, дет. 34.08.049, должна быть завинчена в коробку до плотного упора. 2) Сальник поводкового валика должен быть плотно зажат, но не препятствовать свободному перемещению валика в опорах коробки. 3) Колпак, дет. 34.08.3сб., должен быть притянут гайками к коробке до плотного упора. А. Установка вала и шестерни заднего хода. 1) Вал заднего хода с установленной шестерней должен быть посажен в верхний картер заподлицо с наружной стенкой и закреплен планкой, дет. 34.08.048, и болтом 1М12×25 ст./Гл.Мет. – 23/2028. 2) Шестерня с роликоподшипниками должна свободно вращаться на вале, без заклиниваний и ненормальных шумов в роликоподшипниках. 1) Коническая пара должна быть отрегулирована на прилегание зубьев шестерен по краске и по зазорам между зубьями. При регулировке выпуклая поверхность зубьев ведомой конической шестерни должна быть покрыта тонким слоем краски. После прокручивания ведущей шестерни в рабочем направлении, места прилегания зубьев по профилю отразятся на зубьях малой конической шестерни в виде пятен от краски. Пятно может быть сплошным или представлять группу из нескольких пятен. 2) Минимальная длина пятна (или пятен) должна быть не менее 20 мм, при расположении пятна не менее, чем на 8 мм от заоваленных торцов зубьев по большому диаметру шестерни, или не менее, чем на 7 мм от заоваленных торцов зубьев по меньшему диаметру. При уменьшении этих размеров (8 и 7) соответственно увеличивается на ту же величину допускаемая длина пятна. Максимальный разрыв между пятнами, по длине зуба, допускается не более 10 мм. 3) Пятна могут располагаться по всей высоте зуба. Ширина пятен по высоте может не проверяться при из расположении, примерно, у делительного конуса и ниже. Расположение пятен только выше делительного конуса, как и расположение в виде двух узких, не перекрывающих друг друга полос у ножки и у кромки зуба, – не допускается. 4) Зазор между зубьями в конической паре в любом месте их сопряжения должен быть в пределах 0,05÷0,35 мм, при разности зазоров в паре сцепляющихся шестерен в пределах допуска на зазор. 5) Для перемещения пятен на середину зубьев необходимо (с помощью прокладок дет. 34.08.078, 079, 080) переместить в нужном направлении гнездо вместе с ведущей шестерней. Для сохранения зазора в сопряженных зубьях соответственно должна быть перемещена (с помощью прокладок 34.08.087, 088, 089, 090) ведомая шестерня. При этом несовпадение затылков зубьев шестерен по их большому диаметру, после окончательной регулировки конической пары, допускается не более 2 мм. 6) Биение зубьев ведомой конической шестерни в сборе с валом, по образующей конуса, замеренное по вершинам зубьев, допускается не более 0,2 мм. 7) После отрегулирования конической пары по краске и по зазорам, весь набор деталей левой стороны передаточного вала должен быть гайкой, дет. 34.08.003, затянут до плотного упора. Гайка должна быть застопорена. При установке роликоподшипника левой опоры передаточного вала, приставное кольцо подшипника должно быть обращено к шестерне. 8) Гнездо горловины должно устанавливаться в картере таким образом, чтобы отверстие Ø 15 для смазки горловины было обращено кверху. 1) Главный ва, собранный согласно VI раздела, должен быть посажен в нижний картер так, чтобы гнездо средней опоры плотно село в свое посадочное место в картере. Гнезда средних опор, как главного, так и передаточного валов, должны устанавливаться в картер таким образом, чтобы отверстия Ø 12 для смазки гнезд были обращены кверху. 2) Зазор между наружными торцами внутренних колец концевых роликоподшипников и торцами выточек гнезд крайних опор должен быть не менее 1,5 мм. Для соблюдения указанного зазора между картером и фланцами гнезд допускается простановка прокладок, дет. 34.08.092. 3) Биение концевых шеек главного вала, после окончательной установки его в коробку передач, допускается не более 0,1 мм. 4) Зазоры между зубьями пары цилиндрических шестерен любой передачи должен быть в пределах 0,15÷0,6 мм. Для передачи заднего хода указанный зазор допускается в пределах 0,15÷0,8 мм. Разность зазоров в любой паре сопряженных цилиндрических шестерен допускается не более 0,15 мм. Для достижения указанных зазоров допускается подбор шестерен. 5) При вращении, шестерни не должны касаться внутренних поверхностей картера и проходить между ними с зазором не менее 1,5 мм. Для достижения указанных зазоров допускается подрубка картера с последующей тщательной зачисткой, при сохранении толщины стенок картера в пределах, указанных в чертеже картера. 1) Выключение всех шестерен должно быть совершенно свободным, без заклиниваний и заеданий. 2) Переключение шестерен допускается не более 1 мм. Зазор между торцевыми поверхностями зубьев, при установке кареток в нейтральное положение, должен быть не менее 3-х мм. 3) Положение вилок поводковых валиков должно быть согласовано с положением кареток, полученный при этом зазор между буртами поводковых валиков и торцами вилок должен быть заполнен соответствующим набором прокладок, дет. 34.08.054, 055. Окончательно отрегулированные вилки должны быть затянуты гайками до плотного упора. Гайки должны быть надежно застопорены. 4) При вращении, шестерни не должны задевать за рожки вилок. Зазор между венцами шестерен и лысками на соответствующих рожках вилок должны быть не менее 2-х мм. 5) Пробки фиксаторов, дет. 34.08.068, должны быть ввернуты в картер до плотного упора и ставиться на сурике или белилах. 6) Сальники поводковых втулок должны быть плотно зажаты гайками. 7) Все поводковые валики должны плавно, без рывков и заеданий, выдвигаться из любого зафиксированного положения и свободно перемещаться в опорах поводковой коробки и поводковых втулок. 8) На выступающих наружу хвостовиках поводковых валиков должны быть нанесены метки (керна), определяющие нейтральное и рабочие положения каждой каретки. Метки должны наносится относительно меток на поводковых втулках и поводковой коробке по специальной скобочке, дет. 08-501. 1) Все скрепляющие болты должны быть затянуты до плотного упора и застопорены. После затяжки болтов зазор по плоскости разъема не допускается (щуп в 0,05 мм не должен проходить). 2) На шпильке гнезд главного вала, после установки сальников и нажимных колец, дет. 34.08.010, должны быть одеты крышки, 34.08.1сб. и 34.08.2сб. таким образом, чтобы трубки для подвода смазки были обращены вверх и находились в вертикальном положении. 3) Крышки главного и передаточного валов должны быть затянуты гайками до плотного упора и застопорены. 4) Сальник горловины должен быть плотно зажат гайкой, дет. 34.08.006. 5) Зубчатка муфты, дет. 34.08.077-1, должна быть затянута пробкой, дет. 34.08.118, до плотного упора всего набора. Пробка должна быть застопорена винтом 1М8×12–УП ОСТ 20007-38, ввинченным через резьбовое отверстие пробки в отверстие муфты. Отверстие в муфте должно сверлиться после подметки по резьбовому отверстию пробки на глубину 6 + 1, Ø 6,5 + 0,3 мм. Винт должен быть закернен в одном месте у прореза и не выступать над торцом пробки. 6) Кронштейн горловины и гнездо должны быть гайками притянуты к картеру до плотного упора. Гайки должны быть попарно связаны проволокой. А. Наружный осмотр. 1) Все гайки должны быть затянуты до плотного упора и застопорены. 2) Все уплотнительные прокладки должны быть поставлены на сурике или белилах. 3) Валы должны свободно вращаться в подшипниках без заеданий и заклиниваний. 4) Включение и выключение всех шестерен должно быть плавным, без рывков и заклиниваний. 1) Коробка должна быть заправлена авиационным маслом марки "СО" или "МД" ОСТ 4116, которое должно отвечать техническим нормам, изложенным в книге "Технические нормы нефтепродуктов" изд. Главнефть, ОПТИ НКТП СССР 1935 г. стр. 59 (нормы, согласованные с начальником снабжения горючим РККА). 2) Смазка должна быть заправлена в количестве 11 литров, при этом уровень смазки от дна нижнего картера должен быть 50 ± 5 мм. 3) Все втулки, валики, поводки и пружины фиксаторов перед постановкой должны быть смазаны авиационным маслом. Все сальниковые кольца перед постановкой должны быть пропитаны в авиационном масле. 4) После заправки коробки смазкой верхняя и нижняя пробки должны быть запломбированы. 1) При прокручивании положение коробки передач на стенде должно соответствовать ее положению на машине. 2) Продолжительность испытания на каждой передаче должна быть от 6 до 10 минут. 3) При прокручивании не должно быть течи смазки через сальник горловины и главного вала, по разъему картеров, поводковой коробки и у поводковых валиков. Для предупреждения просачивания масла из-под переходной втулки, дет. 34.08.045, через канавки шлицев левого конца главного вала, канавки шлицов с торца втулки перед установкой упорного кольца должны быть зачеканены свинцом. 4) При работе шестерен не должно быть прерывистого шума, толчков и ударов. При переключениях, подвижные шестерни и поводковые валики должны передвигаться плавно, без заеданий. 5) Нагрев коробки при испытаниях прокручиванием на холостом ходу не должен превышать 75˚С. 1) Все наружные, нерабочие поверхности коробки передач, кроме картеров, должны быть окрашены черным автолаком М-122. 1) После выставки коробки передач по мотору, два крайних отверстия в кронштейне горловины, дет. 34.08.034, должны быть развернуты в сборе с перегородкой корпуса до размера Ø 14 + 0,019. В указанные отверстия должны быть плотно поставлены призонные болты, дет. 08-128-1. Призонные болты и болты 1М12×35 ст./Гл.Мет. – 23/2028, установленные в остальные отверстия кронштейна, должны быть затянуты гайками до плотного упора и застопорены. 2) Зазор между кронштейном горловины и перегородкой корпуса должен быть заполнен прокладками, дет. 08-160. 3) Радиальное биение наружных барабанов, установленных на фланцах бортовой передачи, замеренное по Ø 500, допускается не более 0,25 мм (при получении биений, превышающих допускаемое, барабаны должны быть переустановлены относительно фланцев бортовой передачи. 4) Наружные барабаны должны быть болтами притянуты к фланцам бортовой передачи до плотного упора. Болты должны быть застопорены проволокой. 5) Болты, дет. 34.16.040, ограничивающие поперечное перемещение коробки передач, должны быть завернуты во фланец бортовой передачи от руки до упора в торец кольца сферического подшипника, а затем отпущены на ¾ оборота. В таком положении болты должны быть законтрены и связаны проволокой. (сб. черт. 34.09.сб.) I. Сборка комплекта кольца, дет. 34.09.008, и наружного барабана, дет. 34.09.001. 1) Подшипник ГПЗ-1412 должен быть посажен в гнездо до плотного упора в бурт. Проворачивание наружного кольца подшипника в кольце дет. 34.09.008 не допускается. 2) Шпонка Г7×8×25 ОСТ 4085, должна быть плотно пригнана по пазу кольца. 3) Кольцо со шпонкой должно свободно, без заеданий, входить в отверстие наружного барабана. 4) Крышка наружного барабана, дет. 34.09.009 должна быть болтами плотно притянута к торцу ступицы барабана. Болты должны быть зашплинтованы проволокой. 1) Наружное кольцо подшипника ГПЗ-500 своим широким торцом должно быть посажено в коробку до упора в бурт и до плотного упора притянуто корпусом сальника, дет. 34.09.022, через проставочное кольцо, дет. 34.09.023. Корпус сальника должен быть застопорен винтом М6×12 ОСТ 2053, согласно указаний на сборочном чертеже. 2) Поводковая коробка, 34.09.1сб. и 23.09.2.сб., должна быть посажена во внутреннее кольцо подшипника до плотного упора в бурт, при этом сальниковое кольцо не должно быть закушено (при постанове поводковой коробке внутреннее кольцо подшипника должно быть оперто на специальные кольца). 3) Поводковая коробка с внутренним кольцом подшипника должна свободно проворачиваться без заеданий и заклиниваний. 4) Крышка подшипниковой коробки, дет. 34.09.010, должна быть болтами плотно притянута к торцу коробки. Болты должны быть зашплинтованы проволокой. 1) Шпильки, дет. 34.09.006, должны быть притянуты гайками к нажимному диску до плотного упора. Допускаемая неперпендикулярность установленных шпилек проверяется свободным прохождением противоположных концов их через отверстия подшипниковой коробки и внутреннего барабана. Подгибка установленных шпилек не допускается. А. Установка дисков трения. 1) Диски трения СК.09-3 и СК.09-4, перед постановкой должны быть промыты в бензине. 2) Диски должны свободно одеваться на зубья барабанов и перемещаться по барабанам от собственного веса. Установка дисков должна производиться в порядке их рабочего положения. 3) Разность в толщине комплекта дисков, при замере в диаметрально-противоположных местах, по наибольшему диаметру допускается не более 0,5 мм. 4) Подшипниковая коробка должна быть притянута гайками к шпилькам нажимного диска до плотного упора. 1) Осевой зазор шариков 19 ОСТ 8201 должен быть отрегулирован в пределах 1 ± 0,1 мм регулировочными прокладками, дет. 34.09.026 и 34.09.027. Толщина прокладок "а" определяется как разность размеров "б" и "в", где: размер "б" – расстояние от торца кольца дет. 34.09.039 коробки передач до торцевой поверхности расположения канавок кольца выключения коробки передач плюс 8 мм. размер "в" – расстояние от торца ступицы внутреннего барабана до торцевой поверхности расположения канавок выключения поводковой коробки. (а = б – в) 2) В общем наборе прокладок допускается наличие не более 2-х прокладок толщиной 0,24 мм (дет. 34.09.027), причем они должны располагаться только между прокладками толщиной 1 мм (дет. 34.09.026). 3) Рабочий ход фрикциона (выжим) должен быть в пределах 8 ± 0,5 мм. Разность размера выжима при замере в диаметрально-противоположных местах допускается не более 0,5 мм. 1) Собранный фрикцион должен быть испытан на стенде, причем положение фрикциона должно соответствовать его положению в машине. 2) Прокрутка фрикциона на стенде должна производиться при выключенном фрикционе в течение 15 – 20 минут, при этом не должно быть трения между дисками, металлических шумов, ненормальных нагревов и пробивания смазки. 3) Выключение фрикциона должно происходить свободно, без заклиниваний и заеданий в выключающем устройстве, по шпилькам подшипниковой коробки и в подшипнике. 4) При выключенном фрикционе наружный барабан должен вращаться свободно, от руки. 1) Фрикцион должен быть посажен на вал до плотного упора ступицей барабана в регулировочные прокладки. 2) Наружный барабан должен свободно надеваться на зубья дисков трения и свободно, без заеданий, перемещаться по ним. 3) Кольцо, дет. 34.09.008, в сборе со сферическим подшипником должно быть посажено в ступицу наружного барабана до упора внутреннего кольца подшипника в торец ступицы внутреннего барабана. Гайка, крепящая подшипник, должна быть затянута до плотного упора всего набора и застопорена. 4) При максимально сдвинутом в сторону коробки передач наружно барабане, размер от наружного торца его обода до оси ведущей конической шестерни коробки передач (продольной оси коробки) должен быть не более 586 мм. При максимально отодвинутом от коробки передач наружном барабане, размер лт наружного торца его обода до продольной оси коробки передач должен быть не менее 598 мм (проверка должна производиться специальным приспособлением). 1) Подшипники фрикциона должны быть обильно смазаны консталином. 2) Все сальниковые кольца перед постановкой должны быть пропитаны в авиационном масле. 3) Все свободные полости выключающего механизма должны быть заполнены консталином. 4) Все нерабочие поверхности деталей фрикциона должны быть окрашены черным автолаком М-122. НА СБОРКУ И УСТАНОВКУ ТОРМОЗА (сб. черт. 34.10.сб.) I. Сборка тормоза. 1) Все шарнирные соединения тормоза должны свободно проворачиваться, без заеданий и заклиниваний. 2) При проворачивании рычажка, дет. 34.10.012, пальцы дет. 09-65 должны свободно перемещаться по всей длине пазов кронштейна 34.10.2.сб. 3) Все шарнирные соединения должны быть смазаны солидолом. 1) Гайки, крепящие кронштейн 34.10.2.сб. и направляющие планки 34.10.3.сб., 34.10.4.сб., должны быть затянуты до плотного упора и застопорены. 2) Положение тормозной ленты, 34.10.1.сб., должно быть отрегулировано таким образом, чтобы при отпущенном тормозе между лентой феррадо и тормозным барабаном был равномерный зазор в пределах 1÷2 мм по всей поверхности. Регулировка зазора должна осуществляться перемещением шарнира, дет. 34.10.011, вдоль серьги, дет. 34.10.005, и оттяжными пружинами, дет. 09-147-1. При затянутом тормозе лента феррадо должна плотно прилегать к поверхности барабана. 3) После окончательной отрегулировки зазора между лентой и барабаном, гайки, крепящие серьгу и регулировочные штуцера, дет. 09-146, должны быть затянуты до отказа. НА СБОРКУ ВЕДУЩЕГО КОЛЕСА ГУСЕНИЧНОГО ХОДА Сб. черт. 34.11.сб. I. Напрессовка металлического бандажа на диск. а) Металлический бандаж перед напрессовкой на диск должен быть очищен от коррозии. б) Перед напрессовкой бандажа смазывание подлежащих прессовке поверхностей не разрешается. в) Наличие каких-либо прокладок для достижения надлежащей плотности напрессовки не допускается. а) Перед сборкой оси роликов в местах посадки их в бонки и втулки смазать любой густой смазкой, применяемой на машине. б) В месте прилегания втулки ролика к плоскости диска допускается зазор до 0,15 мм на длине не более 1/3 окружности, в остальной части щуп 0,05 мм не должен проходить. в) В месте прилегания головок осей роликов к бонкам допускается зазор не более 0,2 мм на длине не более 1/4 окружности. На остальной части окружности щуп 0,05 мм не должен проходить. г) Диски должны садиться на центрирующий выступ ступицы плотно под легкими ударами по деревяшке. д) Перед постановкой гаек резьбу осей роликов и болтов к дискам смазать любой густой смазкой, применяемой на машине. а) Ролики должны свободно проворачиваться на втулках и иметь продольную игру в пределах 0,5 – 1,5 мм. б) Швы приварки бонок и бандажей должны быть плотные. а) После сборки колесо грунтовать краской ЗБАУ кроме мест на ступице, сопрягаемых с другими деталями, роликов и наружной поверхности бандажа. а) По окончании сборки все открытые рабочие поверхности должны быть смазаны любой густой смазкой, применяемой на машине. ПРИМЕЧАНИЕ: Все неоговоренное настоящими техническими условиями см. на черт. 34.11.сб., 34.11.1сб и 34.11.2сб. НА СБОРКУ КОЛЕС (Сб. черт. 34.12.сб). I. Напрессовка обрезиненного бандажа на диск. а) Перед напрессовкой смазывание внутренней цилиндрической поверхности бандажа и наружной цилиндрической поверхности диска де допускается. б) Наличие каких-либо прокладок для достижения надлежащей плотности напрессовки в прослабленных бандажах не допускается. в) Допускается перекос напрессованного бандажа не более 1 мм и проверяется линейкой по Ø 670 мм. г) Перед посадкой обрезиненного бандажа, всякого рода резиновые наплывы и ржавчина на внутренней поверхности бандажа должны быть устранены, резиновую бахрому необходимо удалить. д) После напрессовки, как стальной бандаж, так и резиновая шина не должны иметь трещин, разрывов, расслоений и др. пороков. а) Шов приварки бандажа к диску должен быть плотный, непористый и без наплывов. б) У мест приварок дисков к бандажу допускается отслоение резины от стального бандажа по глубине до 5 мм на длине до 45 мм по окружности бандажа. в) После приварки между диском и бандажом допускается зазор не более 0,35 мм на глубину не более 30 мм на дуге длиною до 300 мм. а) Перед посадкой подшипников в ступицу необходимо проверить, чтобы ступица во внутренней ее части, в местах, не подверженных механической обработке, не имела песка, окалины и была тщательно окрашена. б) Подшипник, сидящий со стороны лабиринтового уплотнения, должен быть установлен в ступицу до плотного упора торцевой поверхности наружного кольца в буртик ступицы. Допускается проворачивание от руки наружного кольца подшипника в гнезде ступицы, при условии сохранения размеров посадочных в соответствии с чертежом. Внутреннее кольцо относительно наружного должно легко вращаться от руки без заеданий и заклиниваний. в) Шариковый подшипник, сидящий в ступице со стороны крышки, должен устанавливаться в гнездо ступицы до упора торцевой поверхности внутреннего кольца в распорную трубу. Все остальные требования те же что и для подшипника, указанного в п. "б". а) Диски должны садиться на центрирующий выступ ступицы от руки или под легкими ударами по деревяшке. б) Призонные болты должны входить в развернутые отверстия под ударами ручника. После развертки отверстий допускается чернота только в отверстиях приваренных колец и дисков, которая может охватывать не более половины поверхности каждого отверстия диска и кольца. в) Гайки должны быть затянуты до плотного упора. г) Головки болтов и гайки (через шайбы) должны плотно прилегать к плоскости приваренных колец. После обжимки головок болтов ручником по наставке и окончательной затяжки гаек, между головкой болта и приварным кольцом не более чем по 3 граням допускается зазор до 0,15 мм. В остальных местах щуп 0,05 мм не должен проходить. д) После затяжки болтов, крепящих диски колес к ступице, в месте расположения болтов, между диском и фланцем ступицы зазора быть не должно, но щуп 0,05 мм может заходить на глубину не более 5 мм. В промежутке между болтами щуп 0,25 мм может заходить между диском и фланцем ступицы на полную глубину, до упора в центрирующий буртик. а) Стяжные болты верхнего ряда должны быть затянуты до полного упора. б) Шаткость распорных втулок не допускается. в) В местах черновин дисков колес между распорной втулкой и дисками допускается зазор, размер которого не контролируется. а) Колесо с подшипниками должно быть посажено на ось колеса до плотного упора внутреннего кольца подшипника в бурт оси. Гайка должна быть затянута до плотного упора. Между торцами гайки и внутренним кольцом шарикоподшипника допускается зазор не более 0,1 мм на длине не более ¼ окружности, по остальной части окружности щуп 0,05 мм не должен проходить. б) Радиальный зазор между лабиринтами должен быть не менее 0,6 мм. в) Колесо, закрепленное на оси замочной гайкой, не должно иметь осевого перемещения. г) Колесо должно свободно вращаться на подшипниках без заеданий и заклиниваний. д) Перед постановкой колеса тщательно смазать лабиринты солидолом. а) Крышки должны быть плотно притянуты к ступице болтами, затянутыми до плотного упора, щуп 0,1 мм в местах прилегания не должен проходить. а) Торцевое биение колеса, замеренное на бандаже, допускается до 1 мм. б) Собранное колесо должно свободно вращаться на подшипниках от руки без заеданий. в) В ступицу набить смазку (солидол) в количестве 1000 грамм. г) При проворачивании колеса не должно быть шума, свидетельствующего о трении поверхностей уплотнительных колец. д) После сборки колеса все наружные нерабочие поверхности грунтовать краской ЗБАУ с последующей окраской в цвет машины одновременно с окраской машины, а ось балансира между шейками под втулки окрасить черным автолаком № 122. е) По окончании сборки все открытые рабочие поверхности должны быть смазаны любой густой смазкой, применяемой для машины А-34. ПРИМЕЧАНИЕ: Все неоговоренное настоящими техническими условиями см. на чертеже 34.12.сб. НА УСТАНОВКУ КОЛЕС (Сб. чертеж 34.12.сб). 1. Установка втулок. а) Втулки, дет. 34.12.025, должны быть поставлены до упора в соответствующие буртики. б) Втулки, дет. 34.12.007, должны быть поставлены заподлицо с торцами кронштейнов. в) Запрессованные втулки допускается разворачивать разверткой до диаметров указанных в чертеже. г) Ось балансира должна свободно проворачиваться во втулках. Перед установкой колес со всех открытых, предварительно смазанных поверхностей должна быть удалена загрязненная смазка. Для проверки правильности установки колес натягивается стальная струна или гладкая нитка, укрепленная одним концом посередине колеса ленивца (между двумя бандажами) и вторым концом посередине между двумя бандажами гусеничного колеса. При установке колес необходимо, чтобы струна находилась посередине между внутренними торцевыми поверхностями бандажей. Допускается, чтобы расстояние от струны до торца внутреннего бандажа было не менее 24 мм, причем этот размер может быть выдержан как на отдельных, так и на всех колесах. Допускаемое колебание указанного размера в одном и том же колесе при замере в 2-х противоположных по диаметру местах, по окружности обода бандажа не должно быть более 1 мм. Зазор, получающийся между балансиром и торцом кронштейна, должен быть замерен и заполнен упорным кольцом к балансиру, причем допускается простановка 2-х упорных колец, когда это требуется из условий регулировки колеи. Струна должна быть затянута с обоих концов гайками до легкого упора в шайбу, после чего одна из гаек отпускается на ¾ оборота и гайки шплинтуются. Крышка не должна упираться в торец струны. Все втулки, цапфы, кольца и внутреннюю полость балансира перед установкой обильно смазывать солидолом. ПРИМЕЧАНИЕ: 1. При заворачивании гаек обратить особое внимание на то, чтобы последние не были перетянуты. 2. Все неоговоренное настоящими техническими условиями см. Сб. чертеж 34.12.сб. НА СБОРКУ И УСТАНОВУ БАЛАНСИРА ПЕРЕДНЕГО КОЛЕСА (сб. черт. 34.13.сб). I. Сборка балансира. а) Деревянные пробки должны быть плотно забиты в соответствующие отверстия. б) После окончательной сборки все нерабочие поверхности грунтовать краской ЗБАУ с последующей окраской в цвет машины, одновременно с окраской машины, а ось балансира между шейками под втулку окрасить черным автолаком № 122. в) Все рабочие поверхности смазать любой густой смазкой, применяемой на машине. Перед постановкой балансира на машину смазка должна быть удалена. а) Втулка, дет. 34.12.025, должна быть поставлена до упора в бурт. б) Втулка, дет. 34.13.003, должна быть поставлена заподлицо с торцом кронштейна (допускается зачистка торцов). в) Запрессованные втулки допускается проходить разверткой до размеров, указанных в чертеже. г) Ось балансира должна свободно проворачиваться во втулках. д) Рычаг должен быть установлен на балансир со смещением оси рычага относительно оси балансира на 10˚, что достигается совмещением штифта на балансире с канавкой на зубьях рычага. е) После регулировки колеи (см. Т.У. на установку колес сб. 34.12.сб. § 2) зазор, получающийся между балансиром и торцом кронштейна должен быть заполнен упорным кольцом, дет. 34.13.005, 34.13.006 и 34.13.007, причем допускается постановка 2-х упорных колец, когда это требуется из условий регулировки колеи. ж) Рычаг, дет. 34.13.004, притянуть до плотного упора в соответствующий бурт гайкой, которую застопорить пластинчатым замком. После затяжки гайки осевое перемещение оси балансира должно быть в пределах 0,5 – 1,3 мм. а) При статическом положении машины ось колеса должна быть на 47 +3 мм выше нижней кромки бортового листа, при этом размер от оси отверстия рычага до внутренней плоскости днища должен быть 102 ± 3 мм. а) Все втулки, цапфы и кольца, перед сборкой обильно смазать солидолом. б) После окончательной сборки во внутрь балансира набить смеси: летом 75% солидола и 25% автола зимой 60% солидола и 40% автола ПРИМЕЧАНИЕ: Все неоговоренное настоящими техническими условиями см. на сб. чертеже 34.13.сб. НА СБОРКУ ЛЕНИВЦА И МЕХАНИЗМА ДЛЯ НАТЯЖКИ ГУСЕНИЦЫ (Сб. черт. 34.15.Сб-2). I. Напрессовка обрезиненного бандажа на диск. а) Обрезиненный бандаж перед его напрессовкой на диск должен быть очищен от коррозии и наплывов резины. б) Перед напрессовкой смазывание внутренней цилиндрической поверхности бандажа и наружной цилиндрической поверхности диска не допускается. в) Наличие каких-либо прокладок для достижения надлежащей плотности напрессовки в прослабленных бандажах – не допускается. г) Перед посадкой обрезиненного бандажа всякого рода резиновые наплывы на его внутренней поверхности должны быть устранены. Резиновую бахрому необходимо удалить. д) После напрессовки, как стальной бандаж, так и резиновая грузошина не должны иметь трещин, разрывов, расслоений и др. пороков. е) Допускается отслоение резины от стального бандажа по глубине до 5 мм и на длине до 45 мм у мест приварок бандажа. ж) По посадочному месту Ø 400 мм допускаются местные зазоры до 0,5 мм глубиной до 15 мм и длиною по хорде до 100 мм, общим количеством не более 4-х на каждую сторону по окружности с расстоянием друг от друга не менее 150 мм. з) Торцевое биение бандажа, относительно посадочных мест под подшипники в диске, замеренное после напрессовки его, допускается на более 1 мм. и) После напрессовки бандажа на диск допускается эллиптичность посадочных мест под подшипники (Ø 180А). Диаметр посадочного места под подшипник допускается в пределах Ø 180 +0,04 –0,02 при условии, что при механической обработке указанное отверстие было изготовлено в пределах размера, указанного в чертеже. к) Шов приварки бандажа к диску должен быть плотный, непористый и без наплывов. Свариваемое место тщательно очистить. а) Подшипники должны быть посажены в гнезде диска до упора их торцевых поверхностей в бурт гнезда диска. Перед посадкой подшипников их следует обильно смазать солидолом. б) Допускается проворачивание от руки наружных колец подшипников в гнездах диска при условии сохранения размеров посадочных мест в соответствии с чертежом. в) Внутренние кольца, относительно наружных, должны легко вращаться от руки без заеданий и заклиниваний. г) Кольцевой промежуток между кольцом и ступицей заполнить солидолом. а) Сальниковая крышка должна быть плотно притянута к диску колеса болтами, затянутыми до плотного упора и не иметь зазора в месте прилегания. б) Сальник перед постановкой должен быть пропитан в автоле или авиационном масле. Колесо с подшипниками должно быть посажено на кривошип до плотного упора торцевой поверхности внутреннего кольца роликоподшипника в бурт кривошипа. Замочная гайка должна быть затянута до плотного упора. Допускается зазор между торцами замочной гайки и внутреннего кольца подшипника не более 0,1 мм на длине не более ¼ окружности. По остальной части окружности щуп 0,05 не проходит. а) Крышка должна быть плотно притянута к ступице диска болтами, затянутыми до плотного упора. Перед постановкой крышки, впадину ее и отверстие в кривошипе ленивца заполнить солидолом полностью. б) Зазор между плоскостью крышки и ступицей диска попускается до 0,3 мм или между плоскостью крышки и наружным кольцом шарикоподшипника до 0,2 мм. а) В ступицу набить смазку (солидол) в количестве 1000 грамм. б) По окончании сборки все открытые рабочие поверхности должны быть смазаны любой густой смазкой, применяемой для машины А-34. Перед постановкой ленивца на машину эта смазка должна быть удалена. ПРИМЕЧАНИЕ: Все неоговоренное настоящими техническими условиями см. на чертеже 34.15.Сб-2. а) Втулки должны быть запрессованы до плотного упора буртов в картер червяка и фланец. б) Осевой зазор червяка должен быть отрегулирован прокладками и быть в пределах от 0,1 до 0,4 мм. в) Перед установкой червяка, втулки, полость картера и червяк обильно смазать солидолом. г) Легкость вращения червяка проверить от руки на полный оборот шестерни, всякого рода заедания и заклинивания червяка не допускаются. а) Перед постановкой картера с червяком на кронштейн, внутреннюю полость кронштейна заполнить солидолом в количестве 1000 грамм. б) Болты, крепящие картер червяка к кронштейну должны быть затянуты до плотного упора, после чего проверить легкость проворачивания кривошипа с ленивцем из крайнего заднего положения в крайнее переднее. Заедание и заклинивание не допускаются. После проверки на проворачивание кривошипа установить контрольные штифты в картере червяка. а) Хвостовик кривошипа ленивца должен свободно входить в соответствующие отверстия кронштейнов до упора в зубчатый диск, с последующей затяжкой гайкой до плотного упора. Перед установкой ленивца – отверстия кронштейна, резьбу и шейки на кривошипе смазать солидолом. б) Односторонний зазор между наклонными плоскостями зубьев кривошипа ленивца и зубчатого диска допускается до 1 мм, но не более как в 8-ми местах по окружности. в) Забоин и замятин на поверхностях зубьев не должно быть. НА СБОРКУ БОРТОВОЙ ПЕРЕДАЧИ (см. чертеж 34.16.сб-1) I. Сборка фланца и ведущего валика. а) Подшипник должен быть посажен в корпус до плотного упора в бурт наружным кольцом, а на фланец до плотного упора в бурт фланца. б) Гайка, стягивающая ведущий валик с фланцем, должна быть затянута до плотного упора и надежно застопорена. а) Наружное кольцо подшипника должно быть плотно зажато между буртом корпуса, дет. 34.16.051 и буртом крышки, при этом зазор между корпусом и крышкой должен быть выбран прокладками. б) Болты, притягивающие крышку спидометра и крышку сальника, должны быть затянуты до плотного упора и застопорены. в) При проворачивании ведущего валика, установленного на роликоподшипнике, каждый ролик должен свободно вращаться вокруг своей оси. Заедание роликов не допускается. г) При проворачивании ведущего валика с шестерней, привод к спидометру должен вращаться без заеданий и заклиниваний. д) Торцевое биение плоскости фланца, прилегающей к наружному барабану бортового фрикциона, допускается не более 0,2 мм. а) Наружные и внутренние кольца подшипников должны быть посажены до плотного упора в соответствующие бурты. б) Осевой люфт в конических роликоподшипниках должен быть отрегулирован в пределах 0,1 +0,15 мм (ролики должны свободно перекатываться через щуп 0,1 мм, а щуп 0,15 мм закусывать). Регулировка люфта должна производиться гайкой струны. в) Винты 1М12×45 должны плотно притягивать обойму подшипника к плоскости крышки. При постановке крышки на свое место разрешается винты немного ослабить, а после установки снова затянуть до плотного упора. г) Крышка устанавливается на прокладке и белилах. а) Все болты должны быть затянуты до плотного упора и соответствующим образом зашплинтованы. б) Собранная бортовая передача должна вращаться плавно, без заклинивания, набегания зубьев и постороннего шума. а) Картера бортовой передачи заполняются смазкой № 8 до уровня контрольной пробки в картере бортовой передачи. Объем заправляемой смазки 360 гр. ПРИМЕЧАНИЕ: 1. Все подшипники перед постановкой на место должны быть тщательно промыты, просушены и обильно заполнены смазкой № 8. 2. Все сальники перед постановкой на место должны быть пропитаны в автоле или авиационном масле. 3. Все внутренние нерабочие поверхности грунтовать. Все наружные нерабочие поверхности грунтовать краской ЗБАУ с последующей окраской в цвет машины одновременно с окраской машины. 4. Бумажные прокладки ставить на белилах или сурике. 5. Все неоговоренное настоящими техническими условиями см. на чертеже 34.16.сб-1. НА СБОРКУ ПОДВЕСКИ ПЕРЕДНЕГО КОЛЕСА (Сб. черт. 34.17.сб) I. Сборка подвески. а) Перед сборкой подвески переднего колеса пружины должны быть подобраны так, чтобы разница отклонений от их номинальных размеров по длине не была бы более 3-х мм. б) Пружины должны свободно надеваться на шток подвески от собственного веса. в) Все нерабочие поверхности грунтовать краской ЗБАУ. а) Опорная гайка штока должна быть затянута до плотного упора и законтрена. б) Пружины передней подвески, после затяжки гаек (опорной и контргайки) могут поворачиваться относительно оси штока от руки. в) Гайка регулирующего стакана должна проворачиваться во втулках траверс свободно без заедания и не касаться пальцев траверс. а) Все втулки, цапфы и шток перед сборкой обильно смазать солидолом. б) Во внутрь регулирующего стакана, после его установки на машину, вложить 100 гр. смеси: зимой – 60% солидола и 40% автола летом – 75% солидола и 25% автола. в) В отверстия втулки рычага, перед соединением рычага с подвеской – набить графитной смазки. ПРИМЕЧАНИЕ: Все неоговоренное настоящими техническими условиями см. на сб. чертеже 34.17.сб. НА СБОРКУ НАКЛОННОЙ ПОДВЕСКИ (Сб. черт. 34.18.сб) I. Сборка подвески. а) Перед сборкой наклонной подвески пружины должны быть подобраны по длине так, чтобы сумма их длин, плюс толщина фланца направляющей пружины, были равны 944 + 10 мм. б) Пружины должны свободно надеваться на шток подвески от собственного веса. в) Втулка должна быть запрессована в опорную подушку заподлицо с торцевой плоскостью. Допускается зачистка торцов втулки заподлицо с подушкой. г) Все нерабочие поверхности грунтовать краской ЗБАУ. а) Опорная гайка штока должна быть затянута до плотного упора и законтрена. б) Пружины наклонной подвески, после затяжки гаек (опорной и контргайки) могут поворачиваться относительно оси штока от руки. в) Гайка регулирующего стакана должна проворачиваться во втулках траверс свободно без заедания и не касаться пальцев траверс. а) Все втулки, цапфы, направляющие пружины и шток перед сборкой обильно смазать солидолом. б) Во внутрь регулирующего стакана и цапфы подвески, после установки на машину вложить по 100 грамм смеси: зимой – 60% солидола и 40% автола летом – 75% солидола и 25% автола. ПРИМЕЧАНИЕ: Все неоговоренное настоящими техническими условиями см. на сборочном чертеже 34.18.сб. НА СБОРКУ КУЛИСЫ (Сб. черт. 34.19.8сб). I. Сборка комплекта рычага дет. 19-78-2 1. Пружины, дет. 19-115, должны быть приклепаны к рычагу плотно без шаткости. 2. Полушария, дет. 19-111-1 должны быть плотно склепаны с рычагом. Головки заклепок должны быть зачищены заподлицо с шаровой поверхностью. 3. Шаровая рукоятка, дет. 19-117, должна быть прижата гайкой, дет. 19-118-1, до упора в бурт рычага. Проворачивание шаровой рукоятки на допускается. Выступающая над гайкой часть стержня рычага должна быть тщательно зачищена заподлицо с гайкой. 4. Рукоятка, дет. 19-79-2, с тросом, укрепленным на траверсе, дет. 19-84-1, должна свободно проворачиваться, вместе с приваренной к ней заклепкой, относительно рычага. 5. При сдвиге траверсы до упора в стенку ручки, зазор между буртиком траверсы и стенкой ручки, с противоположной стороны, должен быть в пределах 0,5 +1,5 мм. Для выдерживания указанного зазора допускается обжатие стенки ручки в месте установки траверсы. 1. Все поводки должны свободно перемещаться в основании кулисы. 2. Болты, стягивающие верхнюю часть корпуса с основанием кулисы, должны быть затянуты до плотного упора. 3. Шпилька (дет. 19-212-1) и пробка дет. 19-225, 19-107-6 должны быть ввинчены в верхнюю часть корпусов до плотного упора. 1. Шаровая гайка, дет. 19-112-1, должна быть затянута до плотного упора, в установочное кольцо, дет. 19-113-1. Шар рычага должен свободно и плавно проворачиваться в гнезде. 2. Люфт рычага в гнезде допускается до 0,3 мм, и регулируется прокладками, дет. 19-87, устанавливаемыми под установочное кольцо. 1. Ограничитель, дет. 34.19.035, должен быть ввинчен в диск, дет. 34.19.040, до плотного упора и закернен в 2-х местах. 2. Диск должен быть одет на шпильку так, чтобы конец пружины, дет. 19-1182, зашел в соответствующее отверстие диска. 3. Нижний конец троса должен быть закреплен так, чтобы при введенном положении ручки, дет. 19-79-2, между нею и шаровой рукояткой рычага был зазор в пределах 5÷10 мм, при этом ограничитель, дет. 34.19.035, должен иметь плотный упор в пробку, дет. 19-107-6, а штуцер, дет 19-215-1, должен быть ввинчен так, чтобы размер между гайкой и головкой штуцера был в пределах 5÷10 мм. 4. Тросс должен быть кольцом, дет. 19-222, плотно прижат к диску. Выступание болта, крепящего кольцо, за нижнюю плоскость диска не допускается. 5. Концы оплетки тросса должны быть вставлены до плотного упора в бурты гнезд, дет. 19-215-1 и 19-223. Концы должны быть зачищены и не препятствовать свободному проворачиванию оплетки в гнездах. 6. Шплинт гайки диска должен быть поставлен при таком положении гайки, при котором диск из введенного положения (с помощью рукоятки тросса) возвращался бы пружиной самостоятельно назад при плавном опускании рукоятки. При постановке шплинта на следующую прорезь гайки (по направлению завинчивания), вышеуказанная отдача уже не должна происходить (диск должен заклиниваться). 1. Включение и выключение любой скорости должно происходить без заедания и заклиниваний поводков и замка. 2. При переключении одного из поводков, невыключаемые два другие поводка должны оставаться неподвижными. 3. При сборке все трущиеся части должны быть смазаны солидолом. 4. Во внутрь корпуса кулисы должно быть заправлено 500 грамм солидола. 5. Тросс и внутренняя поверхность оплетки должны быть тщательно смазаны смесью 50% консталина (или солидола) и 50% автола или авиационного масла. 6. Все нерабочие поверхности кулисы внутри и снаружи должны быть прогрунтованы суриком железным масляным. Снаружи кулиса должна быть дополнительно окрашена черным автолаком М-122. НА СБОРКУ И УСТАНОВКУ ВЕРТИКАЛНЫХ ВАЛИКОВ УПРАВЛЕНИЯ КОРОБКОЙ ПЕРЕДАЧ (сб. чертеж 34.19.1сб) И ТЯГ КУЛИСЫ (сб. чертеж 34.19.2 сб) I. Сборка валиков. 1. Шпонки должны быть плотно посажены в пазы соответствующих валиков, до упора в донышко паза. 2. Все втулки с буртами должны быть запрессованы в соответствующие посадочные места, до упора в бурт. Втулка, дет. 34.19.004, должна быть запрессована заподлицо с торцом средней трубы. 3. Рычажки, устанавливаемые на шпонках, должны быть затянуты болтами до плотного упора. Шаткость рычажков не допускается. 4. Все нерабочие поверхности валиков должны быть окрашены черным автолаком М-122. 5. Нижнее отверстие внутреннего вертикального валика и свободные полости между трубами должны быть заполнены солидолом. 1. Кронштейн, дет. 34.19.031, должен быть до плотного упора притянут гайками к картеру и стойке коробки передач. 2. Зазор между торцом втулки кронштейна и торцом втулки наружной трубы должен быть отрегулирован в пределах 1 +1 –0,5, прокладками дет. 34.19.019, 34.19.020. 3. Собранные валики и установленные на подпятнике, дет. 34.19.006, со всеми закрепленными на них деталями, должны свободно проворачиваться без заеданий и заклиниваний. 1. Все тяги кулисы должны свободно проходить под балансирными трубами, не защемляясь и не заклиниваясь, в отверстия перегородок корпуса. 2. Все пальцы шарнирных соединений должны быть надежно зашплинтованы. 3. Длины тяг должны быть отрегулированы муфтами, дет. 34.19.014, таким образом, чтобы при переключении поводков кулисы хода соответствующих поводковых валиков коробки передач были выдержаны согласно имеющихся на них меток (керн). 4. Длина ввернутых в муфты резьбовых концов тяг, после их окончательной регулировки, должна быть не менее 18 мм (проверка глубины ввинчивания производится по контрольным отверстиям в муфтах). 5. После окончательной регулировки тяг, гайки муфт должны быть затянуты до плотного упора и застопорены. 6. Все шарнирные соединения должны быть смазаны солидолом. НА СБОРКУ И УСТАНОВКУ ПРИВОДОВ СЕРВОУПРАВЛЕНИЯ ФРИКЦИОНАМИ И ТОРМОЗАМИ. Сборочные чертежи. 34.20.сб-1 – л. 1-й – Управление в носу 34.20.сб-1 – л. 2-й – Управление в носу 34.20.сб-1 – л. 3-й – Привода управления в корме (левый борт) 34.20.сб-1 – л. 4-й – Привода управления в корме (правый борт) 34.20.7сб – Защелка горного тормоза. 34.20.30сб – Рычаг правый 34.20.31сб – Рычаг левый 34.20.55сб – Уравнительный валик 34.20.57сб – Передний валик педалей. 1. Тяги приводов вправления фрикционами и тормозами должны свободно проходить через отверстия в угольниках перегородок корпуса, под трубами балансиров и поперечной тягой главного фрикциона. Для обеспечения свободного прохода тяг левого бортового фрикциона и тормоза под поперечной тягой главного фрикциона разрешается производить местную подгибку тяг. 2. Резьбовые части тяг, вилок, поводков и муфт должны давать возможность свинчивать их от руки. Шаткость по резьбе допускается в пределах допусков на резьбу. 3. Поводки и вилки должны быть навинчены на тяги, согласно размеров, указанных на чертежах – 34.20.59сб, 34.20.60сб, 34.20.61сб, 34.20.65сб, 34.20.66сб, 34.20.67сб, 34.20.68сб, 34.20.69сб, 34.20.70сб и законтрогаены. Регулировочные поводки должны ввинчиваться в тяги на величину не менее 18 мм, что проверяется по контрольным отверстиям в поводках. В окончательно отрегулированной поперечной тяге главного фрикциона глубина завинченной в вилку (дет. 1124-84-1) части со стороны рычага главного фрикциона должна быть не менее 38 мм. После регулировки длины тяг регулировочные вилки и поводки должны быть законтрены. При регулировке тяги педали горного тормоза допускается припиловка нижней торцевой поверхности упора по месту. Все пальцы шарнирных соединений должны быть надлежащим образом зашплинтованы. 4. При снятии рук с рычагов бортовых фрикционов и тормозов, а также ноги с педали главного фрикциона, рычаги и педали должны самостоятельно, от действия пружины на их тягах, отходить в свое крайнее положение, соответствующее включенному состоянию фрикционов и выключенным тормозам. ПРИМЕЧАНИЕ: Регулировка приводов управления производится согласно инструкции по регулировке машины. НА СБОРКУ И УСТАНОВКУ РЫЧАГОВ БОРТОВЫХ ФРИКЦИОНОВ И ТОРМОЗОВ. 1. Ролик, дет. 34.20.167, должен свободно, без заеданий вращаться на пальце. 2. Рычаг 34.20.40сб. поставить на шпонке на ось рычага тормоза 34.20.37сб и затянуть гайкой. Шаткость в соединении не допускается. 3. Ось рычага должна свободно, без заеданий проворачиваться во втулках под действием силы веса рычага, установленного под углом относительно вертикали. 4. Серьгу 34.20.173 установить так, чтобы ось отверстия отстояла от плоскости кронштейна (обращенной к рычагу) на 42 ± 10 мм, причем гайки должны быть затянуты до плотного упора. 5. Все шплинты должны быть тщательно зашплинтованы. 6. После окончательной сборки рычаг должен плавно, без каких либо заеданий проворачиваться и увлекать за собой рычажок фрикциона. НА СБОРКУ ПЕРЕДНЕГО ВАЛИКА ПЕДАЛЕЙ 1. Педальный валик должен свободно, без заеданий вращаться в отверстиях кронштейнов. 2. Гайки шпилек, крепящие кронштейны к днищу, должны быть затянуты до плотного упора и застопорены против отвинчивания шайбами "Гровера". 3. Педали главного фрикциона и ножного тормоза должны свободно проворачиваться относительно оси педального валика без заеданий. НА УСТАНОВКУ ОСИ, дет. 34.20.053, И КОЛЕНЧАТОГО РЫЧАЖКА ПРИВОДА ГЛАВНОГО ФРИКЦИОНА 1. Ось коленчатого рычажка должна быть завинчена в днище корпуса до плотного упора, выступающая с наружной стороны днища часть оси должна быть расклепана. Шаткость оси не допускается. 2. Перед установкой рычага 34.20.8сб на ось, рабочая поверхность и торцы втулки коленчатого рычага должны быть смазаны солидолом. 3. После затяжки гайки и тщательной зашплинтовки, коленчатый рычажок должен свободно, без заеданий, проворачиваться относительно оси. Все нерабочие поверхности тяг окрасить черным автолаком М-122. Все неоговоренное настоящими техническими условиями см. на сб. чертежах: 34.20.Сб-1 л. 1-й, 34.20.Сб-1 л. 2-й, 34.20.Сб-1 л. 3-й, 34.20.Сб-1 л. 4-й, 34.20.7сб, 34.20.30сб, 34.20.31сб, 34.20.55сб и 34.20.57сб. А СБОРКУ И УСТАНОВКУ ПРИВОДА К ТОПЛИВНОМУ НАСОСУ ДВИГАТЕЛЯ Группа 22-я Технические условия на сборку и установку привода к топливному насосу двигателя смотри на чертежах: 34.22.15сб-1, 34.22.27сб, 34.22.20сб, 34.22.24сб, 34.22.сб-2. НА СБОРКУ СИДЕНИЯ ВОДИТЕЛЯ ГРУППА 25-я Технические условия на сборку и установку сидения водителя смотри на чертеже 34.25.1сб и 34.25.2сб. НА МОНТАЖ ЭЛЕКТРООБОРУДОВАНИЯ В МАШИНАХ А-34 1. Соединение проводами агрегатов и приборов электрооборудования машины должно быть проведено по принципиальной схеме 34.26.Сх-1. ПРИМЕЧАНИЕ: Вся электропроводка должна быть выполнена проводом марки ПРП, изготовленным и принятым по ТУ АБТУ КА. Все провода должны быть проверены меггером перед постановкой на машину и поставлены клейма ОТК. Применение в машине проводов сечением меньше 1,5 кв. мм – не допускается. Для подвода питания к ТОПу и ПТ-1 допускается применение шнура ШР-220-0,75 мм². Провода шунта должны быть сечением не менее 2,5 кв. мм. При отсутствии провода требуемого сечения разрешается заменять проводом большего сечения, размером следующего за требуемым. 2. Проводка проводов в корпуса машины, а также крепление приборов и проводов должно быть произведено согласно монтажному чертежу 34.26.Сб-1. 3. При прокладке открытых, не в трубах, проводов в углах, радиус изгиба проводов должен быть не менее 15 радиусов сечения проводов. Кроме того, недопустимы: а) Изгиб под острым углом и надлом провода. б) Прокол изоляции и обрыв панциря. в) Оголение жилок провода. г) Спайка проводов между двумя агрегатами, исключая приборы, имеющие фабричную заделку проводов. д) Пайка с применением кислоты. е) Провисание проводов между скобами. 4. Постановка жестко перекрученного провода. 5. Скобы приварные и привернутые, крепящие провода, не должны иметь острых кромок, могущих повредить изоляцию провода, и должны быть плотно обжаты на проводах. Привернутые скобы должны быть укреплены к корпусу машины винтами, завинченными до отказа. В местах, доступных экипажу при работе, уголки скоб, привернутых к бонкам, должны быть загнуты за бонки. Расстояние между скобами, крепящими провода, должно быть не более 300 мм. ПРИМЕЧАНИЕ: Постановка между скобой и проводом резиновых или других каких-либо изолирующих прокладок не допускается. Провода, проходящие через отверстия в металлических частях машины, должны быть предохранены от механических повреждений надеванием на них гибкого металлического шланга или дополнительной брони с другого провода. 6. Присоединение проводов к клеммам приборов должно обеспечивать надежный контакт, для этого концы проводов должны быть хорошо пропаяны и залужены припоем П.О.С-33 ОСТ-2983 без применения кислоты. Все наконечники должны иметь покрытие, предохраняющее от окисления. 7. Концы проводов должны быть заделаны следующим образом: а) Металлическая оплетка провода на концах обрезается так, чтобы между припаянным к проводу наконечником и оплеткой был зазор: для проводов сечением 1,5; 2,5; 6; 10 мм² – 10 мм, для проводов 35 мм² – 15 мм и для проводов 50 и 95 мм² – 20 мм. б) Затем конец металлической оплетки и конец хвостовика наконечника обматываются изоляционной лентой, окручиваются виток к витку ниткой № 10 или № 00 и покрываются шеллаком. ПРИМЕЧАНИЕ: Применение смоленой или подсохшей изоляционной ленты не допускается. 8. Все концы проводов должны быть маркированы согласно чертежей. Маркировка должна быть сделана на бирках, которые должны быть прочно надеты на металлическую оплетку провода (из неокисляющегося металла). ПРИМЕЧАНИЕ: 1. Маркировка при подключении провода должна быть отчетливо видна, т.е. должна быть повернута наружу, чтобы можно было читать номер, не повертывая проводника. 2. Концы минусовых проводов в металлической оплетке (исключая двухпроводниковые сети) залуживают вместе с металлической оплеткой и припаивают к наконечнику. 9. Электропроводка от блока защиты, от щитка эл. приборов и аппарата № 2 ТПУ-2 к ВКУ-3А должна быть проложена в металлических трубах. 10. Для радио машин места крепления скоб электропроводов в корпусе и колпаке зачищать до блеска от краски и ржавчины, а в местах подключения минусовых проводов должны быть проложены свинцовые шайбы между наконечником и корпусом. Свинец должен быть чистым и не иметь окиси. 11. Все скобы электро и радио-проводов должны быть омедненными. 12. Под все тумблера, не имеющие изоляции, ставить прессшпановые прокладки. 13. Длина проводов может колебаться: а) При длине до 500 мм: ± 5 мм. б) При длине свыше 500 мм ± 1% длины, указанной на чертеже, но не более 20 мм. Вся аппаратура: стартеры, реле РСП, генератор, реле-регулятор, мотор для вентилятора, мотор поворота башни, переносной фонарь, плафон, сигнал, розетка типа БОШ, ВКУ, светильники и др. принимаются ОТК завода № 183 по техусловиям заводов изготовителей аппаратуры, утвержденных АБТУ КА. Аппаратура монтируется в машине либо по техусловиям на чертежах, либо по специальным техусловиям, которые утверждаются АБТУ КА. Прожектор регулируется согласно инструкции завода-изготовителя, утвержденной АБТУ КА. НА ИСПЫТАНИЕ ЭЛЕКТРООБОРУДОВАНИЯ, УСТАНОВЛЕННОГО В МАШИНУ. Вся аппаратура, установленная на машине А-34, согласно монтажной схемы 34.26.Сб-1 и включенная согласно принципиальной схемы 34.26.Сх-1, должна быть испытана по нижеследующему порядку: Для проверки исправности освещения, характеризуемой нормальным наклоном лампочек, включенных в цепь, а также исправности вольтметра и амперметра, необходимо включить выключатель массы и проделать следующие включения: 1. Включить выключатель ламп освещения щитков электроприборов и контрольных приборов на щитке эл. приборов, лампы должны загораться. 2. Включить тумблер "Б-свет" на щитке эл. приборов, лампы обеих фар должны загораться. 3. Включить тумблер "М-свет" на щитке электроприборов, лампы обеих фар должны загораться. 4. Включить тумблер "З-фонарь" на щитке электроприборов, лампа заднего фонаря (красный свет) должна загораться. 5. Включить тумблер "СТОП" на щитке электроприборов и нажать педаль тормоза, лампа заднего фонаря (синий свет) должна загораться. 6. Включить тумблер на аварийном щитке, лампа плафона должна загораться. 7. Вставить в розетку аварийного щитка штепсель переносной лампы, лампа должна загораться. 8. Включить тумблер плафона в колпаке, лампочка должна загораться. 9. Включить тумблера прожектора на щитке БЗС-5, лампа должна загораться. 10. Включить тумблер плафона рации, лампочка должна загораться. 11. Включить тумблер "Дн" освещ" Топ ПТ-1 на щитке БЗС-5, лампа должна загораться. 12. Включить тумблер "Ноч. освещ" ПТ-1 на щитке БЗС-5, лампа должна загораться. 13. Включить тумблер освещен. угломера на щитке БЗС-5, лампа должна загораться. 14. Повернуть колпак, во время вращения колпака лампы должны гореть ровным светом, не мигая. 15. Выключить все включенные потребители. 1. Нажать кнопку сигнала на щитке эл. приборов, сигнал должен гудеть чистым ровным тоном, что характеризует его нормальную работу. 1. Включить тумблер мотора вентилятора, мотор должен вращаться без тряски и ненормального шума. 2. Выключить тумблер, мотор должен плавно остановиться. Цепь исправна. 1. Нажать кнопку стартера на щитке электроприборов, стартер должен легко и плавно проворачивать мотор. 1. Во время вращения мотора, при числах оборотов от 570 в минуту, генератор должен начинать зарядку аккумуляторов. 2. Вольтметр должен показывать напряжение генератора. 3. Амперметр должен показывать ток, отдаваемый генератором, максимально 40 +2А. 1. Выключить выключатель массы при неработающем моторе, при этом потребители, исключая аварийного освещения, не должны гореть. 2. Вольтметр должен показывать 12 вольт при включенном потребителе. 1. Открыть масляный кран, на щитке электроприборов должна загореться лампочка (зеленый свет). 2. Закрыть масляный кран, лампочка должна погаснуть. Цепь исправна. 1. Проверить правильность постановки бирок на проводах согласно спецификации и убедиться в том, что номера на бирках соответствуют подключенным зажимам, согласно принципиальной схемы 34.26.Сх-1. 2. Проверить правильность установки всех электроприборов согласно чертежа 34.26.Сб-1. НА МОНТАЖ РРТ-4576А 1. Реле-регулятор РРТ-4576А должен быть установлен по чертежу 34.26.12сб. 2. Реле-регулятор должен быть установлен на резиновых амортизаторах. 3. Амортизаторы должны быть плотно укреплены к корпусу. 4. Провода, подходящие к реле, должны быть прочно укреплены во втулках винтами. Перекусывание провода не допускается. 5. К установке на машину допускаются реле-регуляторы, снабженные пломбой завода поставщика. НА МОНТАЖ МОТОРА-ВЕНТИЛЯТОРА 1. Мотор вентилятора устанавливается по чертежу 34.26.28сб. 2. Крылатка вентилятора должна свободно вращаться и быть предохранена кожухом и сеткой от попадания в нее посторонних предметов. 3. Мотор, установленный в машине, не должен закрашиваться. 4. Болты хомута кронштейна должны быть затянуты до отказа. 5. Зазоры между кромками проточки на корпусе мотора и хомутом кронштейна могут колебаться в пределах от 0 до 2 мм, в зависимости от совпадения фланца в кожухе вентилятора и диффузора. 6. Вытяжной патрубок должен совпадать с отверстием в перегородке, зазор между патрубком и перегородкой в пределах 2 мм, как вверх и вниз, так и в сторону. 7. Перекос мотора допускается в пределах 2 мм. 8. При длительной работе (в течение часа) вертикально установленный мотор не должен перегреваться свыше 55˚С при Т˚ окружающей среды на свыше 40˚С. 9. На 10% собранных вентиляторах проверяется скорость воздуха, которая должна быть не менее 5 мт./сек. 10. К установке на машину допускаются только моторы проверенные и снабженные клеймом завода-поставщика и отд. "9" завода им. Коминтерна. НА МОНТАЖ СТАРТЕРА СТ-700 И РЕЛЕ РСП-305А 1. Корпус стартера, уложенный в гнезде подушки, дет. 34.26.121-1, и затянутый хомутами крепления стартера 34.26.34сб, должен иметь такое прилегание, чтобы щуп 0,1 мм не мог проходить между гнездами подушки и корпусом стартера сбоку больше чем на 20 мм и глубину на длине не более 60 мм. Модуль и угол зацепления, как на шестерне, так и на венце маховика, должны быть одинаковы. Осевое и вращательное движение стартера не допускается. 2. Расклеп и заусенцы на зубьях шестерни стартера не допускаются. 3. Ось стартера должна быть перпендикулярна к плоскости венца маховика. Правильность установки проверяется введением в зацепление шестерни стартера с венцом маховика, путем воздействия на хвостовик шестерни, при этом шестерня стартера должна плавно и легко входить в зацепление. 4. В вертикальной плоскости правильность установки проверяется определением величины зазора между вершиной зуба шестерни стартера и впадиной зуба венца маховика. Зазор должен быть в пределах от 2,75 до 3,25 мм. Замер зазора производится по свинцовому отпечатку. Перекос по зазору допускается не более 0,25 мм. 5. Зазор между вершиной зуба шестерни стартера и впадиной зуба венца маховика регулируется прокладками, дет. 34.26.122, 34.26.123 и 34.26.124. 6. Зазор между торцом шестерни стартера и торцом венца маховика от 4 до 4,5 мм. 7. Боковой зазор (зазор между профилями зубьев) должен быть от 0,6 до 0,8 мм. 8. Кронштейн для крепления стартера дет. 34.26.084 должен быть установлен так, чтобы расстояние от торца шейки крышки стартера до кронштейна было в пределах от 0 до 2 мм. 9. При запуске двигателя зацепление шестерен должно быть по всей длине зуба шестерни стартера. 10. Провода должны быть прочно укреплены на выводных контактных болтах реле РСТ-283. 11. Клеммы реле и стартера должны быть закрыты резиновыми колпачками. 12. Реле РСП должно быть плотно притянуто болтами к кронштейну. Шаткость реле недопустима. 13. На провода, подходящие к реле, должны быть одеты резиновые колпачки. НА ПРИЕМКУ И МОНТАЖ ЩИТКА ЭЛЕКТРОПРИБОРОВ ВОДИТЕЛЯ (чертеж 1126-с582) 1. Конструкция, габаритные размеры и выполнение щитка электроприборов водителя должны соответствовать чертежу 1126-с582 листы 1-й и 2. 2. Установка щитка должна производиться по чертежу 34.26.12сб. 3. Расположение приборов на щитке должно соответствовать указанному чертежу 1126-с582. 4. Все винтовые соединения должны иметь контргайки или шайбы Гровера. 5. Число винтов, крепящих приборы, должно соответствовать количеству отверстий для них. 6. Включение приборов должно производиться по принципиальной схеме на черт. 1126-с582 л. 2-й. 7. На панели для предохранителей должны быть сделаны надписи: цепь, обслуживаемая предохранителем и сила тока. Все предохранители должны быть поставлены согласно принципиальной схемы на щитке. 8. Крышка коробки с предохранителями должна свободно открываться и закрываться, гарантируя невозможность случайного кроткого замыкания. 9. Губки всех предохранителей должны быть прочно закреплены, проворачивание губок не допускается. НА ПРИЕМКУ И МОНТАЖ БЛОКА ЗАЩИТЫ БЗС-5 Чертеж 1126-с487 1. Монтаж щитка производится по чертежу 1126-с487. 2. Под болты, крепящие щиток, должны быть подложены пружинные шайбы. Перекос щитка не допускается. 3. Электрический монтаж должен производиться согласно принципиальной схемы, чертеж 1126-с487. 4. Крышка должна быть, с целью предохранения от коррозий, окрашена черным лаком по грунтовке. Допускается матовый и кристаллический лак. 5. Крышка должна легко открываться и закрываться, гарантируя невозможность случайного замыкания. 6. Губки всех предохранителей должны быть прочно закреплены, проворачивание губок не допускается. НА ПРИЕМКУ И МОНТАЖ АККУМУЛЯТОРОВ 6СТЭ-128 А. Техусловия на приемку. 1. Габаритные размеры, конструкция аккумуляторных корзин и крепление их в машине должны соответствовать черт. 34.26.23сб и 26-с257 или 34.26.60сб и 1126-С596. 2. Трещины и вмятины на стенках, дне ящика и крышке аккумуляторов не допускаются. 3. Крышка ящика должна быть привернутой на шурупах, откидной на петлях или на крючках. 4. Ящик должен быть окрашен кислотоупорной краской. 5. Отверстия сосудов должны быть снабжены фарфоровыми или эбонитовыми втулками и закрыты пробкой с отверстием, либо специальной карболитовой пробкой с отверстием. 6. Зажимы должны быть изолированы от ящика и освинцованы. 7. На залитых электролитом элементах батарей не должно быть замыкания между системами пластин. Проверка ведется вольтметром, должно быть не менее 2,2 в. 1. До монтажа на машине аккумуляторные батареи должны быть заряжены согласно "Руководства по кислотным стартерным аккумуляторам колесных и гусеничных машин", утвержденного АБТУ КА. 2. Установленные на машины аккумуляторы не должны иметь утечки, отсутствие которой проверяется следующим образом: выключатель массы выключается и при этом стрелка вольтметра должна стоять на нуле. 3. Подключение концов проводов к аккумуляторам должно быть выполнено согласно принципиальной схемы 34.26.Сх-1. 4. Клеммы аккумуляторов должны быть защищены от короткого замывания резиновыми муфтами согласно чертежа 34.26.26сб. 5. Аккумуляторы должны быть пронумерованы порядковыми номерами и иметь шифрованный номер машины, написанный по трафарету белой краской на ящике сбоку. Нумерация должна быть 1, 2, 3, 4 – четные должны быть установлены с одной стороны в машине, нечетные – с другой стороны. 1. На монтаж заднего фонаря смотри на чертеже: 34.26.4сб. 2. На монтаж сигнала смотри на чертеже: 34.26.2сб. 3. На монтаж выключателя массы смотри на чертеже: 34.26.33сб. 4. На монтаж ВКУ-3А смотри на чертеже: 34.26.8сб. 5. На монтаж выключателя "стоп" смотри на чертеже: 34.26.10сб. НА СБОРКУ И УСТАНОВКУ УКЛАДОК БОЕПРИПАСОВ I. Укладка на правом и левом фальшбортах Сб. чертеж 34.27.2сб. на правом, 34.27.3сб на левом. 1. Болты, крепящие рамки укладок, должны быть затянуты до отказа. Шатание укладок на должно быть. Остальные технические условия смотри на чертежах: 34.27.2сб, 34.27.3сб, 34.27.25сб и 34.27.24сб. 1. Болты, крепящие рамки укладок, должны быть затянуты до отказа. Шатания укладок не должно быть. 2. Каждую ячейку укладки 34.27.36сб. проверять посадкой в нее двух макетов обойм, кроме верхней ячейки, которую проверять посадкой одного макета обоймы. Посадку обоймы или макета обоймы производить так, чтобы выступ крышки обоймы входил в углубление, сделанное в перегородках, а в верхней ячейке был обращен вниз. Остальные технические условия смотри на чертежах: 34.27.35сб, 34.27.36сб и 27.с128. Сб. черт. 34.27.27сб, 34.27.34сб и 34.27.41сб. 1. Болты, крепящие рамки укладок, должны быть затянуты до отказа. Шатания укладок не должно быть. 2. При вкладывании и вынимании обоймы из укладок 34.27.27сб. обойма не должна цепляться за лист ограждения передней подвески. Остальные технические условия смотри на чертежах: 34.27.34сб, 34.27.27сб, 34.27.34сб и 34.27.40сб. 1. Болты, крепящие ящики для чемоданов и пулеметных обойм должны быть затянуты до отказа. При этом коробление и выпучивание листов и пола ящика для чемоданов допускается до 2-х мм. 2. Ящики укладки 34.27.42 сб и 34.27.43 сб могут быть придвинуты к ВКУ вплотную. 3. Чемоданы 34.27.28сб и 34.27.30сб должны свободно вставляться и выниматься из ящиков укладки, при этом часть чемоданов вставляется и вынимается при помощи передвижки их. 4. Крышки чемоданов 34.27.32сб должны легко открываться и закрываться при полном количестве укомплектованных чемоданов. 5. Патроны и их резиновые опоры должны свободно вставляться и выниматься из чемоданов при полном количестве укомплектованных чемоданов. Остальные технические условия смотри на чертежах: 34.27.33сб, 34.27.28сб, 34.27.30сб, 34.27.42сб, 34.27.43сб и 34.27.38сб. НА ОБОРУДОВАНИЕ МАШИНЫ ОБЩИМ, ШАНЦЕВЫМ И СПЕЦИАЛЬНЫМ ИНСТРУМЕНТОМ, ПРИНАДЛЕЖНОСТЯМИ, ПРИСПОСОБЛЕНИЯМИ, ЗАПАСНЫМИ ЧАСТЯМИ И МАТЕРИАЛАМИ, ВОЗИМЫМИ НА МАШИНЕ 1. Набор инструмента, принадлежностей, приспособлений, запасных частей и материалов укладывается в машине согласно комплектовочной ведомости машин, с обозначением в последней места укладки. 2. Комплектовочная ведомость составляется заводом. Один экземпляр комплектовочной ведомости, идущий с машиной, должен обязательно изготовляться на плотной бумаге и в переплете. Размер комплектовочной ведомости в переплете 14÷15×20÷21 см. 3. Весь инструмент перед укладкой его на свои места в машину проверяется наружным осмотром, не допускается ржавления и др. пороков, влияющих на качество инструмента. 4. Инструмент, за исключением окрашенного напильника и деревянной рукоятки к нему, должен быть покрыт смазкой, предотвращающей от ржавления. 5. Инструмент должен иметь на себе обозначение номеров деталей любым (возможным) способом и клейма ОТК. 6. Ручные переносные огнетушители, деталь 28-370-1, обязательно должны быть с пломбой и датой проверки ОТК, с давностью взвешивания баллончика с углекислотой не более 5-ти дней к моменту отправки. 7. Пояски для вынимания дисков ДТ должны быть на дисках в машине, при отправке машин с завода неукомплектованными дисками, пояски сдаются с машиной связанными в одну пачку и вывешиваются на видном месте в машине. 8. Запасные 4 трака, 3 трака с гребнем и 2 трака без гребня до крепления их на машине окрашиваются под цвет машины. 9. Запасные электролампы и запасные предохранители перед укладкой опробываются на годность. НА СПЕЦКОНСТРУКЦИИ МАШИН "А-34" А. КОРПУС I. Общее положение. 1. Всякие требования, непредусмотренные настоящими техническими условиями, обязательно оформляются дополнительными соглашениями за подписью обеих сторон. Без такого оформления эти требования не имеют обязательной силы и сдача-приемка корпусов должна вестись по настоящим техническим условиям. 2. Все спец.детали на корпуса "А-34" должны быть изготовлены из спец.стали, удовлетворяющей техническим условиям на спецсталь заказа 1940 г., утвержденным 7 Гл. Управлением НКОП и АБТУ КА. Все свои требования в части марки спецстали, ее качества и методов приемки (за исключением раздела полигонных испытаний) завод им. "Коминтерна" согласовывает с заводом им. "Ильича", детали, изготовляемые на заводе 183 из спецстали, подвергаются полигонным испытаниям по Т.У., разработанным на заводе 183, согласованным с ПЗ и утвержденным АБТУ. 1. На спецдеталях, установленных на спецконструкциях, не допускаются плены, закаты, расслои, раковины и др. наружные дефекты в точном соответствии с техусловиями, оговоренными в п. 2-м раздела 1-го. 2. Допуск трещин на спецдеталях, на собранных и сваренных спецконструкциях, не являющихся следствием дефекта металла, подлежит рассмотрению представителем заказчика на заводе имени "Коминтерна". 3. Все спецдетали, установленные на готовых спецконструкциях, должны иметь в соответствующем согласно чертежа месте клейма приемщика завода имени "Коминтерна" и представителя заказчика. Отсутствие какого-либо из этих клейм является категорическим основанием для забракования детали. 4. Узлы сварных спецконструкций подлежат отпуску в специальных печах. Срок введения отпуска и его технология устанавливается особым соглашением с АБТУ. 5. Список спецдеталей, подлежащих индивидуальным полигонным испытаниям с указанием №№ деталей, твердости и особые указания о принимаемых по твердости (без полигонных испытаний), а также не закаливаемых деталях, составляется заводом имени "Коминтерна" и согласуется с заводом имени "Ильича", с военпредом этих заводов и утверждается АБТУ. Указанный список прикладывается к техническим условиям на поставку брони. 1. Корпус в сборе должен отвечать всем размерам, указанным в чертежах, что проверяется контрольным отделом. 2. Допуски на габаритные и монтажные размеры разрабатываются Конструкторским Бюро совместно с "700", утверждаются директором завода, согласовываются с представителем заказчика и прилагаются к данным техническим условиям, если не имеются на чертежах. 3. Завод-изготовитель разрабатывает технологию приемки корпусов и согласовывает ее с военпредом АБТУ. 4. Техконтроль завода и представитель заказчика принимают корпус: а) наружным осмотром для выявления всех дефектов спецдеталей и сборки; б) на предмет выявления трещин; в) на соответствие конструкции сварных швов и заклепочных соединений и их выполнения по установленному технологическому процессу. 1. В стыке крышки люка водителя, деталь 34.29.759 и основания смотрового прибора водителя, дет. 34.29.873, с носовым листом, деталь 34.29.876-1 и дет. 34.29.877-1, допускаются сквозные зазоры н более 0,5 мм общей длиной не более 500 мм. Несквозные зазоры допускаются не более 1 мм на глубину до 20 мм и длиной не более 100 мм в количестве не более одного на каждой кромке. 2. Зазоры по контуру лючков шахт, дет. 34.29.024, 34.29.025, 34.29.062 и 34.29.064 – допускаются не более 1 мм. 3. Зазоры по всему наружному контуру листов крыши, дет. 34.29.014, 34.29.015, 34.29.035, 34.29.049, 34.29.850 и 34.29.851 – допускается не более 1,5 мм. 4. Зазоры в стыках между отдельными съемными листами крыши допускаются не более 1 мм. Местные зазоры допускаются не более 1,5 мм длиной не более 150 мм. 5. Зазоры в местах прилегания колпаков над радиаторами, дет. 34.29.052 и 34.29.053, к поверхности листов крыши допускаются не более 1,5 мм. 6. Зазоры по всему контуру крышек продольных жалюзи, дет. 34.29.655, допускается от 0,5 мм до 2 мм. 7. В стыке крышки люка кормы, дет. 34.29.017, со съемным листом кормы, дет. 34.29.008, по всему контуру допускаются несквозные зазоры на более 1 мм на глубину не более 30 мм. Сквозные зазоры не более 0,5 мм и длиной до 100 мм допускаются в количестве не более одного на каждой их 4-х кромок. 8. Зазоры по всему контуру дет. 34.29.008 допускаются не более 1 мм. Местные зазоры в стыке с бортовыми листами попускаются до 2 мм на длине 100 мм. В местах закруглений зазор допускается до 3 мм. 9. Зазоры между кромками задних листов днищ подкрылков, дет. 34.29.067 и 34.29.071, и плоскостью дет. 34.29.008 допускаются не более 2 мм. 1. Местные вертикальные зазоры в стыках носового листа дет. 34.29.876-1 с бортовыми листами, дет. 34.29.005 и 34.29.006, допускаются не более 2 мм. Местные горизонтальные зазоры в стыках этих же дет. допускаются: а) на плоских частях дет. 34.29.876-1 не более 3 мм. б) в местах перехода плоских частей в цилиндрическую не более 5 мм на длине 100 мм от передних кромок бортовых листов. 2. Местные зазоры (горизонтальные и вертикальные) в стыке носового листа с передним листом крыши, дет. 34.29.011-1, допускаются не более 2 мм общей длиной не более 300 мм. 3. Местные зазоры в стыке носового листа с листами подкрылков, дет. 34.29.012 и 34.29.013, допускаются не более 0,7 мм длиной 150 мм на каждом стыке. 4. Местные горизонтальные зазоры в стыке носового листа с передним листом днища, дет. 34.29.009-1, допускаются не более 1 мм общей длиной не более 200 мм. Местные вертикальные зазоры в стыке тех же деталей допускаются не более 2 мм общей длиной не более 300 мм. 5. Местные горизонтальные зазоры в стыке бортовых листов с листами днищ, 34.29.009-1 и 34.29.010-1, допускаются не более 1 мм, общей длиной не более 300 мм в каждом стыке. Местные вертикальные зазоры в стыках тех же деталей допускаются не более 2 мм, общей длиной не более 500 мм на каждом стыке. 6. Горизонтальные зазоры в местах сопряжения бортовых листов с днищами подкрылков допускаются не более 2 мм. 7. Местные зазоры в стыке носового листа с передними листами днищ подкрылков, дет. 34.29.065 и 34.29.069, допускаются не более 2 мм на длине не более 150 мм на каждом стыке. 8. Местные зазоры в стыках днищ подкрылков с дет. 34.29.012 и 34.29.013 (боковые листы) допускаются не более 1,5 мм общей длиной не более 500 мм на каждом стыке. 9. Местные зазоры (горизонтальные и вертикальные) в стыках переднего листа крыши с деталями 34.29.012 и 34.29.013 допускаются не более 2 мм общей длиной не более 200 мм на каждом стыке. 10. Зазоры в стыке защиты картеров, деталь 34.29.021 и 34.29.022, с нижним листом кормы, дет. 34.29.007, допускаются не более 1 мм. Местные зазоры длиной 150 мм допускаются не более 3 мм на каждом стыке. 11. Зазоры по внешнему контуру дет. 34.29.019 допускаются не более 1,5 мм. Местные зазоры общей длиной до 200 мм допускаются не более 2,5 мм. 12. Зазоры в замке носовых листов, деталь 34.29.876-1 и 34.29.877-1 – допускаются: а) между опорными кромками – не более 1 мм общей длиной не более 200 мм. б) между боковыми кромками – не более 1,5 мм. 13. Для разрезного носа (сб. черт. 34.29.126сб) сохраняются все пункты Т.У., относящиеся к цельному носу со следующим добавлением: Местные зазоры в стыках сопрягаемых листов носа с балкой, дет. 34.29.906, допускаются не более 1,5 мм общей длиной не более 300 мм на каждом стыке. 1. Уступы в стыках носового листа с дет. 34.29.012 и 34.29.013 – допускаются не более 0,5 мм. 2. Выступание крышки люка водителя над плоскостью носового листа допускается не более 2 мм. Западание допускается не более 0,5 мм. Выступающие кромки заовалить. 3. Выступание переднего листа днища относительно носового и бортовых листов допускается не более 2 мм. Западание допускается не более 1 мм. 4. Западание заднего листа днища относительно бортовых листов допускается от 1 до 3 мм. 5. Номинальный уступ 3 мм в стыке переднего и заднего листов днища может колебаться в пределах ± 1 мм. 6. Выступание или западание заднего листа днища относительно нижнего листа кормы, дет. 34.29.007, допускается не более 3 мм. 7. Выступание или западание переднего листа крыши по всему его контуру относительно сопряженных деталей допускается не более 1,5 мм. 8. Уступы в стыках съемных листов крыши по всему контуру допускаются не более 1 мм. 9. Уступы в стыках створок задних жалюзи, дет. 34.29.037, по всему контуру допускается не более 1,5 мм. Местные выступы длиной не более 200 мм с учетом кривизны деталей допускаются не более 2 мм. 10. Уступы в стыках бортовых листов с дет. 34.29.007 допускаются не более 3 мм. 11. Западание съемного листа кормы, дет. 34.29.008, относительно сопряженных деталей допускается не более 1,5 мм. Выступание допускается не более 2 мм. Местное выступание в стыке с бортовыми листами на длине 200 мм с каждой стороны допускается не более 3 мм. Выступание или западание в стыке с дет. 34.29.007 допускается не более 4 мм. Выступающие кромки должны быть заовалены. 12. Выступание кромок дет. 34.29.008 относительно поверхности днищ подкрылков допускается не более 2 мм. Западание допускается не более 1 мм. 13. Выступание крышки люка кормы, дет. 34.29.017, над поверхностью листа допускается не более 1,5 мм. Западание допускается не более 1 мм. Выступающие кромки должны быть заовалены. 14. Выступание кромок дет. 34.29.012 и 34.29.013 относительно поверхности днищ подкрылков допускается не более 2 мм. Западание допускается не более 1 мм. 1. При гидравлическом испытании корпус погружается в ванну, наполняемую водой, и устанавливается в горизонтальном положении. 2. Вода наливается в ванну так, чтобы ватерлиния была в плоскости днищ подкрылков. 3. При сдаче корпуса на водонепроницаемость, внутренность корпуса очищается от мусора и производственных отходов. 4. Свободные отверстия в корпусе, расположенные ниже ватерлинии забиваются деревянными колышками или резиновыми пробками, а большие отверстия в картерах, в носу зажимаются люками с резиновой прокладкой. 5. Все заклепки в корпусе должны быть зачеканены, причем после чеканки профиль головки заклепок не должен быть менее указанного в допусках на заклепки. 6. Не допускается устранение течи путем применения жидкого стекла, воска, набивки пакли и т.д. 7. При гидравлическом испытании люки днища должны быть установлены окончательно, а не временно, причем должны быть проложены резиновые прокладки согласно чертежа. 8. Корпус, погруженный в воду, проверяется на водонепроницаемость легким обстукиванием ручным молотком всех сопряжений деталей расположенных ниже ватерлинии. 9. Подчеканка сварных швов на стальных и спецдеталях допускается на 1/10 общей длины шва, участками до 100 мм. В случае если течь распространяется на большей длине, шов вырубается и заваривается снова. 10. При сорванных (не более 3-х) несмежных заклепках при чеканке, гидравлическое испытание продолжается, заклепка срубается и в отверстие забивается деревянный колышек. После этого корпуса на гидравлическое испытание не ставятся, а заклепанные отверстия осматриваются и проверяются "709" или представителем заказчика. 11. Корпус должен быть предъявлен представителю заказчика для гидравлического испытания в вполне законченном виде. Однако, отсутствие съемных спецдеталей не может служить причиной непринятия корпуса на водонепроницаемость. 12. Корпус предъявляется для гидравлического испытания в незагрунтованном виде. 13. Допускается потение и появление отдельных капель (не переходящих в струйку) в сварных швах, заклепках и уплотнениях люков. 14. Корпус на все время гидравлического испытания должен быть погружен в воду по ватерлинии (см. § 2). Выдержка осмотра при гидравлическом испытании не более 0,5 часа. 1. Прогиб спецдеталей, поставленных на корпус, допускается в пределах допусков на прогиб спецдеталей, плюс 0,5 мм на один погонный метр. 2. Прогиб листов днища допускается не более 4 мм. Хлопушки не допускаются. 3. Кривизна переднего листа крыши у выреза Ø 1481 проверяется контрольным погоном, при этом зазор между плоскостью крыши и контрольным погоном допускается не более 3 мм. В остальных местах кривизна допускается не более 4 мм. Наварка кромок спецдеталей для исправления допускается в исключительных случаях по согласованию с представителем заказчика. Допускается замена одного размера углового или листового железа другим при условии сохранения прочности, причем заключение о допустимости замены дает Бюро "520", а окончательное разрешение дает представитель заказчика, на основании чего и производит приемку изделий "709". Общая часть. 1. Конструкция швов, порядок наложения валиков, их длина и число, диаметр электродов, сила тока – устанавливаются по инструкциям и техпроцессу для выполнения сварных швов, которые должны соблюдаться в производстве спецконструкций и представляют дополнение к данным техническим условиям. 2. Все места, где накладываются швы, должны быть очищены от грязи, ржавчины и окалины до чистого металла. 3. Габариты шва должны отвечать чертежным размерам и проверяться по шаблонам с допусками соответственно общезаводским стандартам, ст. завода имени "Коминтерна" №№ 2020, 2021 и 2022. 4. Чешуйчатость шва должна быть равномерной, с впадинами в пределах допусков на сечение шва. 5. Для определения качества сварки представитель заказчика может потребовать вскрытия швов путем засверливания, а также вырубки сварного шва для исследований его качества. 6. Механические качества сварных швов определяются на образцах, изготовленных в одинаковых условиях со сварными швами узлов. Испытания по ОСТ 7687. 7. Подчеканка сварных швов разрешается (согласно пункту 9 раздела VII настоящих Т.У.). Исправление браковочных швов подчеканкой или подваркой без вырубки не разрешается. 8. Сварка корпуса может исполняться нижними, горизонтальными, вертикальными и кольцевыми швами. 9. Допускается исправление сваркой мелких дефектов на деталях, изготовленных не из спецстали. 10. Сварка спецдеталей должна производиться электродами "МД" и аустенитовыми электродами. Электродами "МД" свариваются все наружные швы, а аустенитовыми – все внутренние швы. Приварка деталей к бортовым листам (вертикальным и наклонным), к съемному листу кормы, к носовому листу и к остальным деталям носа должны производиться аустенитовыми электродами. Приварка в остальных местах допускается электродами ОСТ 20032 11. Проверка квалификации сварщиков производится согласно существующих положений, согласованных с заказчиком. 12. Деталь может быть вырублена и заменена новой только один раз. Вырубка участков шва и его исправление допускается не более 2-х раз. В случае вынужденного отклонения от вышеуказанного – вопрос подлежит предварительному согласованию с представителем заказчика. 13. При сдаче представителю заказчика корпуса к паспорту должны быть приложены: 1) Операционная карточка с отметкой фамилии или № клейма приемщика; 2) Фамилии сварщиков, выполнявших сварку, с указанием, на каком узле произведена работа. 14. Не допускается выводов кратеров на спецдетали и оставление открытых кратеров. 15. Не разрешается иметь поджоги основного металла и иметь резкие переходы от шва к основному металлу. 1. Смещение оси головки по отношению к оси стержня допускается в пределах 0,2 диаметра заклепки. 2. Профиль головки должен соответствовать ОСТу. Отклонение: по диаметру +2,0 мм, –1 мм, по высоте +2,0 мм, –1 мм. 3. Материал заклепок должен соответствовать требованиям ОСТа в смысле условия на вязкость и других механических качеств. Материал специальных заклепок должен соответствовать заводским таблицам (СК-0.56.91, СК-0.56.92 и СК-0.56.93) на спецзаклепки. 4. Отклонение центров заклепок от продольной оси заклепочного шва в пределах смещения дыр и допускаемого смещения головок заклепок. 5. Заклепки должны быть посажены плотно, под головкой не должно быть зазоров. 6. Потайные заклепки могут иметь возвышение до 2-х мм. Головки заклепок (за исключением потайных) с внутренней стороны корпуса должны обвариваться. 1. Материал специальных болтов должен соответствовать заводским таблицам (СК-0.42.71 и СК-0.42.72) стандартов на спецболты. 2. Не допускается постановка болтов, крепящих спецдетали, с сорванными и смятыми нитками. 3. Болты, крепящие съемные листы крыши и кормы должны быть плотно затянуты и не иметь шатания в нарезке. Качество постановки болтов проверяется ключом. 1. Во всех бонках, где сверловка и нарезка отверстий подмечается по отверстиям в сопрягаемых деталях (бонки на угольниках, стыковых планках и т.д.) допускается смещение резьбовых отверстий от осей симметрии бонок в любую сторону, с тем, чтобы простенок от внутреннего диаметра резьбы этих отверстий до кромок был не менее 5-ти мм. В случае получения меньшего простенка допускается подварка электродом. После подварки толщина стенки должна быть не менее 8 мм. 1. Крышки всех люков должны свободно открываться и закрываться. 1. Грунтовка корпуса производится после окончательной приемки представителем заказчика, согласно существующих технических условий на грунтовку. 2. Грунтовка производится снаружи защитной масляной краской ЗБАУ, изнутри цинковыми белилами в боевом помещении и масляным суриком в моторном и трансмиссионном отделениях, причем перед грунтовкой корпус тщательно очищается от всякой грязи и ржавчины и обмывается растворителем № 1. Днище в боевом отделении окрашивается черным автолаком. 1. Приемка корпуса оформляется приемо-сдаточными актами и постановкой клейм. Клейма операционной приемки по корпусу набиваются на зачищенном шве сварки крыши с носовым листом слева, окончательные клейма "709" и приемочные клейма набиваются там же, но справа. Шифрованный номер машины набивается на указанном шве, а также на передней правой шахте. К приемочному акту прилагается паспорт в виде эскизов на спецдетали с указанием марок спецдеталей, номеров плавок, всех отклонений от технических условий и характеристики, как то: надколов, поверхностных и сквозных трещин, и проч., имеющихся на спецдеталях в собранном корпусе с указанием их размеров. Паспорта составляются в 2-х экземплярах, первый остается на заводе имени "Коминтерна", второй идет с формуляром машины. 1. Полигонные испытания машины производятся в соответствии с основным договором, по техническим условиям, приложенным к этому договору. Обмер корпуса: Обмер корпуса производится периодически (по требованию "709" и ПЗ) на плите в горизонтальном положении с установкой на 4-х домкратах: 2 под задним мостом и 2 под кронштейнами ленивцев. В этом положении производятся все замеры между центрами в корпусе. Исходная точка замеров – ось горловин картеров бортовой передачи. Допускаются следующие отклонения от номинальных размеров корпуса: 1. Расстояние от оси горловины картеров бортовой передачи до оси кронштейна ленивца в горизонтальной плоскости должно быть в пределах 5060 ± 4 мм, в вертикальной плоскости должно быть 140 ± 2,5 мм. 2. Расстояние от оси горловины картеров бортовой передачи до осей труб балансиров в горизонтальной плоскости могут колебаться в пределах ± 3 мм, в вертикальной плоскости должны быть : а) до оси передней трубы балансиров 350 ± 2,5 мм. б) до осей остальных труб балансиров 370 ± 2,5 мм. ПРИМЕЧАНИЕ: Разность замеров (п.п. 1 и 2) правой и левой сторон не должна превышать 4 мм. 3. Расстояние от оси горловины картеров бортовой передачи до обращенной к корме плоскости листа задней стойки, сб. чертеж 34.29.87сб., должно быть 1016 ± 2 мм. 4. Расстояние от оси горловины картеров бортовой передачи до обращенной к корме плоскости листа задней перегородки, 34.29.99сб., должно быть 493 ± 2 мм. 5. Расстояние от оси горловины картеров бортовой передачи до плоскости листов вентиляторной перегородки, 34.29.12сб., обращенной к корме должно быть 359 ± 2 мм. 6. Расстояние между бортовыми листами должно быть 1756 ± 2 мм, проверяется штихмасом. Допускаются местные отклонения от указанного размера за счет прогибов листов, оговоренных в пункте 1 VIII-го раздела настоящих Т.У. 7. Непараллельность бортовых листов допускается не более 3 мм на всей длине. Непараллельность отдельных участков с учетом прогибов листов допускается не более 5 мм. 8. Расстояние от внутренней плоскости днища до внутренней плоскости днищ подкрылков должно быть в пределах 711 ± 2 мм. 9. Расстояние от верхней плоскости днища до нижней плоскости крыши при проверке у бортовых листов должно быть в пределах 1118 +3 –2 мм в боевом отделении и 1122 ± 3 мм в остальных местах. Расстояние от днища до крыши внутри корпуса с учетом прогиба днища и крыши может быть в пределах 1118 +6 –4 мм. 10. Несовпадение осей отверстий в верхнем листе кормы с резьбовыми отверстиями в угольниках должно быть в пределах, допускающих свободное заворачивание болтов без порчи нарезки последних и резьбы в отверстиях угольников. 11. Смещение горизонтальной оси отверстия для вентилятора в вентиляторной перегородке по отношению к оси симметрии картеров бортовой передачи, замеренное спец.приспособлением, допускается до 2-х мм. 12. Допускается эллиптичность посадочных мест под большие втулки в кронштейнах балансирных труб не более 0,4 мм на дуге длиной не более 50 мм, на глубине не более 50 мм от торца после разворачивания под размер по чертежу. При этом допускается, чтобы непроходная сторона пробки входила только на 20 – 30 мм. НА ИЗГОТОВЛЕНИЕ И ПРИЕМКУ КОНИЧЕСКОГО КОЛПАКА МАШИНЫ "А-34". 1. Колпак должен быть изготовлен согласно чертежным размерам по черт. 34.30.сб-1. 2. Листы и другие детали, изготовляемые из спецстали, должны удовлетворять общим техническим условиям на сборку спецкорпусов. 3. Сварка листов должна удовлетворять общим техническим условиям на сварку спецкорпусов. 4. Не допускается на спец.деталях трещины, выколы, и вмятины. 5. Габаритные размеры колпака должны быть выдержаны по чертежу со следующими допусками: а) по высоте 663 +5 –2 б) верхний наружный диаметр Ø 1091,2 +5 –3 в) нижний наружный диаметр Ø 1774 +5 –3 г) эллиптичность нижнего основания обечайки в пределах допуска на диаметра. д) расстояние от оси корпуса колпака до наружной поверхности лобового листа 942 +5 –2 е) расстояние от оси корпуса колпака до наружной плоскости дверцы ниши 1218 +5 –2 ж) расстояние от нижней кромки обечайки до днища ниши 140 +4 6. Местные зазоры (до заварки) между кромками листов крыши и вертикальными стенками замков боковых листов колпака допускаются до 1,5 мм. 7. Местные зазоры (до заварки) между кромками листов ниши и вертикальными стенками замков боковых листов и задней обечайки колпака допускаются до 1,5 мм. 8. Местный зазор между кромкой заднего листа крыши и фаской дверцы ниши допускается не более 0,5 мм, при сборке допускается подшлифовка фаски на дверце ниши. 9. Зазор между кромками дверцы ниши и кромками боковых листов колпака допускается не более 0,5 мм. 10. Зазор между кромкой днища ниши и вертикальной стенкой замка дверцы ниши допускается до 1,5 мм. 11. Выступание или западание кромок дверцы ниши допускается не более 0,5 мм. 12. Крышка люка должна плавно, без рывков закрываться и открываться и плотно прилегать по всей поверхности в запертом положении. Местные зазоры между кромками крышки люка и плоскостью крыши допускаются не более 1,5 мм. Шарнирные соединения люка должны быть смазаны. 13. Допускается подпиловка лыски запора замка, наварка площадки для запора, а также подшлифовка кромок крышки люка. 14. Зазоры между резиной уплотнения и внутренней плоскостью крышки люка не допускаются. 15. Местные зазоры в стыках соединяемых листов не должны превышать 2 мм. 16. Местные зазоры (до заварки) между внутренней поверхностью лобового листа и передними кромками боковых листов колпака допускаются до 2 мм. 17. Правая и левая стенки в носовой части башни, дет. 34.30.042 и 34.30.043, должны привариваться аустенитовым электродом сплошными усиленными швами. Поверхности сварки должны быть тщательно зачищены. Приварку производить по приспособлению, обеспечивающему параллельность стенок и совпадение отверстий для цапф. 18. Приварку кронштейна носа, 34.30.19сб., производить по шаблону, обеспечивающему положение кронштейна по радиусу, продолженному внутренней поверхностью лобового листа. 19. Отклонение от образующей конуса колпака, при проверке по линейке готового колпака, допускается до 3 мм. 20. Западание и выступание всех стыковых кромок допускается до 2 мм, кроме поверхности крыши в районе люка, где выступание кромок должно быть согласовано с требованием о зазорах между кромкой крышки люка (см. пункт 12). 21. Крыша колпака проверяется на прогиб путем наложения линейки, при этом максимальный прогиб посередине допускается до 3 мм. 22. Проверяется наличие прокладок под рымы. Гайки, крепящие рымы, должны быть затянуты до отказа. 23. Местное отставание нижней кромки колпака от плиты после сборки и сварки, вне приспособления, допускается до 2-х мм. 24. Нижняя плоскость приваренного угольника должна быть параллельна плоскости нижнего основания колпака. Допустимое отклонение не более 2 мм. Проверку производить на плите. 25. Угольник для погона должен быть приварен к корпусу колпака сплошным усиленным швом с верхней стороны и нормальным швом с нижней стороны угольника по всей длине. 26. Местные зазоры (до заварки) между наклонной полкой угольника и внутренней поверхностью колпака не должны превышать 2 мм. 27. Для проверки зазора между деталями колпака, последний должен предъявляться "709" до окончательной заварки всех швов (после прихватки). 28. После сварки корпуса башни необходимо проверять свободное вращение маски на цапфах и предельные углы возвышения и снижения. На маске, дет. 34.31.005, должна быть установлена защита маски 34.31.1сб. При задевании углов маски о сварные швы допускается подшлифовка углов маски и сварных швов. Для обеспечения угла возвышения маски до 28˚ – 29˚, угла снижения до 5˚ – допускается подшлифовка кромок в лобовом листе башни и кромки переднего щита маски. Зазор между лобовым листом и привинтным щитом должен быть 4 – 7 мм. Для обеспечения указанного зазора разрешается делать прокладку до 3 мм между маской и щитом маски. 29. Зазор между нижней кромкой колпака и крышей корпуса см. чертеж 34.30.20сб. 30. Максимальный холостой ход колпака, замеренный на наружном диаметре под системой, обусловленный суммарным люфтом в поворотном механизме (но не пружинением деталей механизма, которое может получиться при резком раскачивании колпака для выявления мертвого хода) не должен превышать 3 мм. 31. Грунтовка колпака производится после окончательной приемки представителем заказчика, согласно существующих технических условий на грунтовку. Установленный на машине колпак с целью проверки поворотного механизма необходимо провернуть на 360˚ при крене машины в 16˚. 32. Грунтовка производится снаружи защитной масляной краской ЗБАУ и изнутри цинковыми белилами. Перед грунтовкой колпак должен быть тщательно очищен от ржавчины и окалины и промыт растворителем № 1. НА СБОРКУ И УСТАНОВКУ СПАРЕННОЙ СИСТЕМЫ Л-11 с ДТ. 1. Система спаренная с ДТ должна допускать угол возвышения 28˚ – 29˚ и угол снижения 5˚. Угол снижения в сторону кормы должен быть не менее 1˚30’. 2. Поставленная маска с системой должна свободно, без заеданий вращаться на цапфах. Горизонтальный люфт маски в рамке не должен превышать 1 мм. При люфте более 1 мм допускается регулировка кольцевыми прокладками, установленными между буртом втулки и цапфой маски. 3. При вращении маски уплотнение таковой должно прилегать по всему периметру к стенкам рамки. Просветы не допускаются. Разрешается подгонка (подрезка) уплотнительной резины по месту при сборке. 4. Между откатной частью тела системы и кромками отверстия в крышке бронировки отката должен быть зазор не менее 1 мм и не более 3 мм. 5. В застопоренном положении маски система не должна иметь качаний. 6. При углах возвышения и снижения системы проверяется свободное прохождение тяги привода к ПТ-1. 7. Все трущиеся поверхности должны быть смазаны чистым маслом, ржавчина и загрязнения не допускаются. 8. ДТ закрепляется в шаровой установке. После отжатия гайки, шар с ДТ должен свободно вращаться в пределах, допускаемых ограничителями. При зажатой губке колебания не допускаются. 9. Монтаж системы до проверки прицельных линий должен быть предъявлен представителю АУ, который постановкой клейма принимает монтаж по вышеуказанным техническим условиям. Проверка прицельных линий производится после принятия общего монтажа. 10. При установке вооружения необходимо также пользоваться инструкцией по монтажу установки системы. 1. Шатание укрепленного подъемного механизма не допускается. 2. Ведущая шестерня п.м. должна совпадать с зубьями сектора маски. Несовпадение по длине зуба, при полном ходе секторов допускается не более 1,5 мм. 3. При вращении маховика п.мех., последний должен иметь равномерный и легкий ход на всей длине хода сектора маски. Заклинивание шестерни не допускается. Люфты в зубьях должны быть равномерными на всей длине хода сектора маски. 4. Мертвый ход системы, замеренный на ее дульном срезе, обусловленный суммарным люфтом в подъемном механизме (но не пружинением деталей механизма, которое может получиться при резком раскачивании системы для выявления мертвого хода) не должен превышать 3 мм. 1. Действие ножного спуска проверяется для системы Л-11 и ДТ, при этом обращается внимание на отрегулированность длины тросов, на отсутствие заеданий в педалях, на плавность и безотказность спусков, и на возвращение механизма спуска после выстрела в первоначальное положение. 2. Спуск должен быть легкими коротким. Длина тросов ножного спуска должна позволять максимальный угол склонения, при этом тросы не должны натягиваться и не должно быть самоспуска ударника системы. 3. Троссы ножного спуска должны быть укреплены скобочками, не позволяющими при вращении колпака цепляться за выступающие части в машине. 4. Ручной спуск устанавливается таким образом, чтобы между поводком и курком был зазор от 5 до 8 мм для избежания ударов курка о поводок при накате отвода системы. 5. Поводок ручного спуска должен плавно, без заеданий, передвигаться в пазах корпуса спуска и возвращаться в упор под действием силы пружин. 6. Проверяется также действие спуска вручную для ДТ. 1. Болты, крепящие защиту ПТ-1, должны быть затянуты гайками до отказа, чтобы избежать возможности сдвига после выверки прицельной линии. 2. Зажимное кольцо должно легко, без заедания, вращаться в своей нарезке, которая должна быть легко смазана. 3. Установочный винт, в затянутой до отказа рукоятке, должен своим острым концом попадать в конусные выемки защиты для стопорения. 4. Несовпадение осей установочных болтов с осью соответствующего выступа ПТ-1 допускается не более 2-х мм. 5. Колпачок защиты ПТ-1 должен плотно сидеть на стакане ПТ-1. Соскакивание и открывание на ходу не допускается. 1. ТОД должен быть укреплен на стойке кронштейна прицела и в маске. 2. ТОД не должен иметь качки в подцапфенниках. 3. Все болтовые соединения, укрепляющие прицел, должны гарантировать отсутствие люфтов в сопрягаемых деталях. 4. ТОД должен быть установлен так, чтобы вертикальный штрих сетки прицела при установке на 0˚, а также при любом угле возвышения, был параллелен вертикальной нити перекрестия на дульном срезе ствола системы. 5. Выверку прицельной линии производить при углах 0˚, 12˚, 18˚ по выверочным мишеням, установленным на расстоянии 18 – 20 метров от дульного среза ствола. 6. Поле зрения прицела проверяется вращением его барабанчика и при предельном положении прицела 30˚ по осколочной шкале. Верхняя половина поля зрения с перекрестием должна быть ясной, в нижней части поля зрения, при придельном положении прицела, допускается небольшая туманность, не закрывающая перекрестия. 7. При правильно установленном прицеле и выверенной прицельной линии, должен быть обеспечен запас регулировки на установку прицела как в вертикальном, так и в горизонтальном направлениях. 8. Поле прицела не должно перекрываться вертикальными кромками выреза в лобовом листе. Допускается подшлифовка затемняющей кромки. Сваливание перекрестий прицела не допускается. 1. Прицел ПТ-1 должен быть надежно закреплен в корпусе бронировки. 2. Установленный в стакане ПТ-1 не должен иметь качки. 3. При правильно установленном ПТ-1 и выверенной прицельной линией должен быть обеспечен запас на регулировку шкал прибора. 4. Смонтированная с прицелом ПТ-1 тяга должна правильно устанавливать углы места цели на прицеле ПТ-1. Допуск на асинхронность передачи углов (несовпадение по высоте): От 0˚ до 6˚ – 0,001 Д От 0˚ до 12˚ – 0,002 Д От 0˚ до 18˚ – 0,004 Д Для достижения указанных допусков на асинхронность передачи углов допускается перекос отверстия на рычаге, укрепленном на маске. 5. Суммарный мертвый ход привода в прицеле ПТ-1 не должен быть больше 3,5/1000 Д. Выверка производится при углах возвышения 0˚, 12˚ и 18˚ 6. Непараллельность оси канала орудия и оси прицела ПТ-1 (несовпадение по горизонту) в отрегулированном положении допускается в пределах: От 0˚ до 12˚ – 0,001 Д От 0˚ до 18˚ – 0,002 Д 7. В отрегулированном положении при установки оси канала системы на 0˚ все шкалы ТОДа и ПТ-1 должны быть на нуле при параллельности их осей. Выверка производится по выверочной мишени, установленной на расстоянии 18 – 20 метров от дульного среза ствола. Регулировка прицельных линий производится по выверенной горизонтальной площадке в любом месте цеха по выбору завода. ПРИМЕЧАНИЕ: 1. При всех регулировках подводку шкал необходимо производить всегда в одном направлении (желательно снизу вверх). 2. При затягивании установочных винтов необходимо отжать винты, выжимающие конус. Для вращения гайки регулировочного механизма необходимо предварительно завинтить винты, выжимающие конус. При несоблюдении указанных правил прицел ПТ-1 будет испорчен. 1. Собранная в целом установка проверяется стрельбой на заводском полигоне в количестве 9 выстрелов в направлении 0˚ и 180˚, при углах снижения 5˚, 0˚ и возвышения 25˚. Обстрел производится по требованию представителя АУ или АБТУ, но не более одной системы из 50-ти систем, установленных на машине. 2. Во время стрельбы проверяется работа спусковых механизмов, механизмов затвора, полуавтоматика, противооткатные приспособления, гильзоулавливателя и прицельных приспособлений. До и после стрельбы осматриваются крепления системы, рамки и подъемного механизма. 3. Проверяется работа подъемного и поворотного механизма. 4. Производится проверка оптических приборов. 5. При сборке и разборке вооружения необходимо пользоваться штатным инструментом. НА ОБОРУДОВАНИЕ МАШИН РАДИОСТАНЦИЯМИ 71 ТК-3 I. Приемка радиостанций от з-да Поставщика. Все поступающие от завода-изготовителя радиостанции подвергаются проверке ОТК завода в присутствии военпреда УС КА. Проверка должна состоять из 2-х частей: а) Внешний осмотр б) Электрические испытания При внешнем осмотре должно быть установлено: 1. Соответствие деталей радиостанции спецификации, приложенной к каждой радиостанции. 2. Наличие пломб, наличие ламп, их целость и наличие на деталях рации клейма ВП УС КА. 3. Надежная защита всех деталей радиостанции от коррозии путем окраски. 4. Рукоятки настройки радиостанции при зажатых фиксаторах не должны проворачиваться. 5. Отсутствие на деталях радиостанции механических повреждений и коррозии. 6. Ручка (кнопка) переключения измерительного прибора не должна западать в положениях измерения анодного напряжения и напряжения накала. 7. Целость шлангов питания (прочность заделки колодок, прочность самих шлангов и кожуха колодки). При электрической проверке должно быть установлено: 2. Отсутствие срывов в работе передатчика при прослушивании. 3. Соответствие технической частоте настройки контура задающего генератора. 4. Плавная настройка передатчика (без провалов) на всем диапазоне. 5. Отсутствие двух настроек передатчика на одну волну. 6. Наличие модуляции при вставленном микрофоне и ключе в передатчике. Качество модуляции проверяется при испытании радиостанции на дальность связи. 2. При вынутом предохранителе "Бозе" приемник не работает. 3. Отсутствие микрофонного эффекта ламп приемника. 4. В крайнем левом положении ручки реостата накал ламп приемника выключается, и стрелка вольтметра должна стоять на нуле. 5. Сотрясение каркаса приемника не должно сказываться на режиме работы приемника. 6. Градуировка шкалы гетеродина должна соответствовать фактической частоте приемника. 7. Отсутствие генерации на низкой частоте, характеризующейся свистом. 2. Умформер, нагруженный передатчиком (приемником), должен обеспечивать нормальное анодное напряжение при подводимом напряжении к умформеру 11 – 14 вольт. Наличие искрения на коллекторах и шумов в подшипниках при работе умформера – не допускаются. ПРИМЕЧАНИЕ: Электрическая проверка радиостанции производится в экранированной будке. 1. Все провода должны быть уложены согласно монтажной схеме и чертежам. 2. Марка и сечение проводов должны соответствовать чертежам. 3. Концы заделываются согласно ТУ на электрооборудование. 4. Все провода маркируются согласно таблицы, прилагаемой к каждой машине. Маркировка должна делаться на манжетах, последние должны быть прочно надеты на металлическую оболочку концов провода. ПРИМЕЧАНИЕ: Знаки маркировки должны быть отчетливо видны. Манжеты должны быть повернуты таким образом, чтобы легко можно было читать маркировку без повертывания манжета. 5. Металлическая оболочка проводов должна надежно сопрягаться с экраном того агрегата или прибора, к которому присоединяется провод. 6. Переходное сопротивление между металлической оболочкой провода и корпусом машины должно быть не более 0,01 ом. 7. Под наконечники, крепящиеся к корпусу машины, прокладывается свинцовая прокладка толщиной не менее 0,5 мм. Место прилегания прокладки хорошо зачистить. 8. При укладке открытых проводов, в месте изгиба радиус кривизны должен быть не менее 15 радиусов сечения провода. 9. При монтаже проводов не допускается: а) Уменьшение сечения проводов. б) Скручивания проводов. в) Пайка с применением кислоты. г) Провисание проводов между скобами. д) Проколы изоляции и обрывы металлической оболочки. е) Оголение проводов. ж) Резкое изгибание проводов. з) Пайка тинолем. 10. Все провода плотно крепятся железными омедненными скобами к корпусу машины или к планкам, приваренным к корпусу. 11. Для труб с толщиной стенки до 1 мм допускается эллипс не более 20% от нормального размера трубы. 12. Для труб с толщиной стенки более 1 мм допускается эллипс не более 15% от нормального размера трубы. ПРИМЕЧАНИЕ: Эллипс допускается в местах загиба. 13. В целях предохранения от коррозии трубы покрываются масляной краской или спиртовым лаком, как внутри, так и снаружи. 14. Сопротивление изоляции проводов, смонтированных в башне машины, должно быть по отношению к корпусу при отключенных всех электрических приемниках не менее 1 мегома. 15. Присоединение проводов к клеймам должно обеспечивать надежный контакт. 16. Крепление провода – винты, гайки и т.д. должны быть туго затянуты. 17. Сечение наконечников должно быть не менее сечения проводов и хорошо припаяно к последним. 18. Концы проводов, крепящиеся без наконечников, хорошо пропаиваются. 19. При креплении проводов и труб скобами к корпусу машины, места под скобы на трубах и корпусе должны быть тщательно зачищены от краски. 20. Скобы, крепящие провода к корпусу машины, должны быть омеднены и обеспечивать надежное заземление оплетки проводов и труб. 21. С обоих концов на наконечниках питающих проводов должно быть набито напряжение. 1. Машины, оборудованные радиостанцией, предъявляются в порядке, установленном на заводе. 2. Число одновременно предъявляемых радиофицированных машин должно быть не менее 2-х. 3. Организация сдачи-приемки машин, испытания на связь в поле, как правило, должно совмещаться с обкаткой АБТУ КА. 4. Приемка радиостанций, установленных в машинах, производится военпредом УС РККА в присутствии ответственного сдатчика завода, как в заводских, так и в полевых условиях. 5. Приемка в заводских условиях складывается: а) Из внешнего осмотра радиоаппаратуры, крепления и монтажа, размещения, комплектации схемы и т.д. б) Из проверки правильности работы, как отдельных деталей радиостанции, так и всей радиостанции в целом на месте с работающим мотором. 6. Приемка в полевых условиях складывается из проверки в условиях движения машины на всех передачах по любым дорогам, при этом проверяется: а) Надежность крепления деталей радиостанции, надежность электрических контактов, отсутствие влияния тряски на устойчивость работы радиостанции. б) Отсутствие механических, электрических и акустических помех радиосвязи на всех скоростях. в) Дальность надежной двухсторонней связи телефоном и телеграфом с равноценной радиостанцией на кондиционных расстояниях. А. Внешний осмотр. При внешнем осмотре проверяется: 1. Наличие всех деталей радиостанции в соответствии со спецификацией, приложенной к каждой радиостанции. 2. Соответствие размещения деталей рации и их крепления по чертежам, утвержденным заказчиком. 3. Качество и надежность крепящих устройств и контактов. 4. Отсутствие механических повреждений на деталях радиостанции. 5. Отсутствие ржавчины. 6. Качество монтажа и соответствие монтажа проводов оборудования машины чертежам, утвержденным заказчиком. Проверяется наличие и качество наконечников, маркировка, заделка проводов, качество заземлений, качество скоб и надежность крепления ими проводов и т.д. 7. Марка и сечение проводов должны соответствовать чертежам. 8. Качество покраски. 9. Соответствие чертежам, качество и чистота изолирующих деталей антенного устройства. 10. Наличие экранировки и соответствие ее чертежам. Качество выполнения экранировки. 11. Отсутствие касания проводов боевого комплекта машины. 12. На выдержку должна быть проверена: а) Возможность быстрой и удобной выемки приборов связи и их обратная установка в машину. б) Возможность и удобство замены аккумуляторов накала ламп приемника. в) Установка штыревой антенны. 13. Соединение звеньев штыревой антенны между собой должно обеспечивать звенья от выпадения при тряске и при задевании за всевозможные препятствия. Штыревая антенна должна проходить под препятствием высотой 1 метр над антенным изолятором, после чего антенна должна выпрямляться. Каждое звено должно плотно входить в соответствующее ему другое звено. 14. Электрические контакты между отдельными звеньями должны быть надежными, чтобы во время резких вибраций штыря, сопротивление оставалось бы практически постоянным. 15. Антенный зажим должен легко и надежно закреплять нижнее звено штыревой антенны. 16. Все экранированные приборы электрооборудования должны удовлетворять в отношении диэлектрических и электрических свойств тем же требованиям, что и не экранированные. 17. Для крепления отдельных деталей экранирующего устройства допускается пайка чистым оловом. Применение кислоты воспрещается. При пропайке отдельных экранов оловом для прочистки в местах сочленения должна быть предусмотрена приклепка. Переходное сопротивление между экранами и корпусом не должно быть более 0,01. 18. Экранировка должна быть выполнена таким образом, чтобы не было качания в местах сочленения отдельных деталей. По окончании внешнего осмотра радиофицированной машины производится проверка правильности работы приборов связи, их монтаж и схемы. При этом проверяется: 1. Наличие всех напряжений, потребных для обеспечения нормальной работы умформера, передатчика и приемника. 2. Правильность прохождения токов по отдельным участкам монтажа и всей схемы в целом. 3. Диапазон волн радиостанции. 4. Действительная работа радиостанции на разных волнах диапазона при телефонном и телеграфном режимах. При этом все показатели должны соответствовать тем, которые указаны в описании рации при ее нормальной работе. Для проверки действительной работы рации надо: а) Запустить передатчик, проверить наличие колебаний задающего генератора по его контрольной лампочке и убедиться в исправном действии передатчика по показаниям антенного прибора. Проверку производить как на работу микрофона, так и на работу ключом. Проверить, настраивается ли антенна на каждую волну диапазона от волны № 160 до № 225. б) Проверить качество работы умформера, который должен идти ровно, без рывков. Стрелка, фиксирующая величину напряжения умформера при переключении прибора на высокое напряжение не должна колебаться. в) проверить работу приемника, для этого включить его на работу, дать ему нормальное питание. Провертыванием ручки обратной связи убедиться в наличии щелчка. Одновременно с этим наблюдать, не возникает ли в приемнике низкочастотная самогенерация, которая характеризуется свистами и хрипением при некоторых положениях обратной связи. Проверить, не появляются ли трески в телефонах при поворотах колпака. г) Проверить качество экранировки, для этого запустить мотор, включить приемник и проследить, не появляются ли ритмические тряски перепонок от электрооборудования машины при настройке приемника на разные волны диапазона и при провертывании ручки обратной связи. Качество мер борьбы с помехами радиоприему должно быть таким, чтобы помехи не мешали производить передачу и прием, как по телефону, так и по телеграфу. 5. Приемке в заводских условиях подвергается каждая машина. 6. В случае обнаружения каких либо дефектов, не устраненных в процессе приемки, радиофицированная машина возвращается заводу для устранения дефектов и последующего повторного предъявления для приемки. 7. При полной исправности радиофицированной машины, последняя допускается к испытаниям в полевых условиях. 1. К испытаниям в полевых условиях допускаются радиофицированные машины, прошедшие заводские испытания. 2. Приемке в полевых условиях подвергаются все 100% предъявленных машин и прошедших заводские испытания, при этом одновременно испытываемых машин должно быть не менее двух. 3. Радиофицированные машины должны обеспечить надежную двухстороннюю телефонную связь на ходу обеих машин при движении на всех скоростях на расстоянии друг от друга 18 км. Испытание ведется при штыревой антенне. Длина штыря – 4 метра. ПРИМЕЧАНИЕ: На 1-й, 2-й и 3-й передачах испытание производится на всем диапазоне рабочих оборотов мотора, на 4-ц передаче испытание ведется на оборотах мотора 1000 – 1100 об/мин. 4. Надежность связи определяется 100% прохождением (при двухкратной передаче) 2-х контрольных радиограмм в 10 – 15 слов каждая. 5. Проверка производится на любых трех волнах диапазона по требованию военпреда УС РККА. 6. В случае неполучения кондиционной связи дефектная аппаратура заменяется другой, и испытания повторяются. 7. Во время полевых испытаний проверяется: а) Отсутствие микрофонного эффекта в приемнике, для чего на ходу машины включить приемник и на разных волнах диапазона проверить его работу. б) Отсутствие помех радиоприему. в) Надежность крепления деталей контактов в аппаратуре связи и т.д. г) Устойчивость работы приборов связи при пуске. 8. Отдельные дефекты оборудования, обнаруженные во время испытания, не влияющие на дальность и устойчивость связи, – устраняются по окончании испытания. 9. Заводские и полевые испытания приборов связи оформляются документами в соответствии с порядком, установленном на заводе при сдаче машин АБТУ КА. Приемка (и отправка) радиофицированных машин производится по специальной инструкции, согласованной с заводом, ОТК, военпредом. 1. После проверки приборов связи в полевых условиях и по устранении всех отмеченных дефектов, военпред УС КА проверяет наличие всех деталей связи и пломбирует те из них, которые имеют съемные или откидные крышки. ПРИМЕЧАНИЕ: Если после устранения дефектов у военпреда выявится необходимость проверки аппаратуры на связь, возможность этой проверки должна быть предоставлена военпреду. 2. После опломбирования военпредом УС КА деталей радиостанции, последний визирует приемку радиофицированной машины. После этого представитель заказчика визирует разрешение на отправку машин под окраску. 3. Из деталей радиостанции должно быть окрашено следующее: а) Скобы крепления аппаратуры и проводов. б) Каркасы и крышки передатчика и приемника. Скобы крепления проводов должны быть покрашены только с наружной поверхности. 4. Перед отправкой машины в часть Военпред УС КА проверяет: а) Наличие всех пломб. б) Отсутствие повреждений на аппаратуре после доделочных работ. в) Подготовленность аппаратуры (источников питания) к длительному нахождению в пути или длительному хранению. г) Качество покраски. обращая внимание не то, чтобы надежность контактов не была нарушена краской. ПРИМЕЧАНИЕ: Ручка центрального переключателя должна быть установлена в положение "выключено". 5. Комплектовка машин должна соответствовать спецификации завода № 203; проверять перед пломбой АБТУ КА. 6. Укладка всех частей рации должна быть отмечена в перечне деталей машины. 7. Представитель заказчика совместно с ответственным сдатчиком завода составляет акт установленной формы, визирует отправку, сдавая сопровождающему пломбу радиостанции. К документам отправляемой машины прилагается приемо-сдаточная ведомость имущества рации. НА МОНТАЖ И ПРИЕМКУ ПЕРЕГОВОРНОГО УСТРОЙСТВА ТПУ-2 НА МАШИНЕ Переговорное устройство типа ТПУ-2 предназначается для внутренней телефонной связи между командиром и водителем машины и для внешней связи командира через радиостанцию. Переговорное устройство типа ТПУ-2 устанавливается на всех типах машин. 1. Вся поступающая на завод аппаратура ТПУ-2 подвергается проверке ОТК завода совместно с военпредом УС КА, при проверке устанавливается: а) Соответствие элементов аппаратуры ТПУ-2 спецификации, прилагаемой к каждому комплекту. б) Наличие пломб и клейм военпреда УС КА на элементах ТПУ-2. в) Отсутствие механических повреждений. г) Соответствие аппаратуры ТПУ-2 в электрическом отношении прилагаемому описанию. 2. Входящий в комплект бронированный 6-ти или 7-ми жильный кабель должен удовлетворять техническим условиям на электропроводку. 1. Размещение элементов ТПУ-2, его установка и монтаж производятся по чертежам, утвержденным представителем заказчика. 2. Аппараты ТПУ-2 должны быть соединены между собой по принципиальной схеме, утвержденной представителем заказчика. Принципиальная схема должна обеспечивать двухстороннюю связь между аппаратами. 3. Все аппараты должны быть надежно укреплены. 4. Концы кабеля должны быть обмотаны разноцветными нитками (цвет ниток указан в чертежах кабеля). 5. Цвета ниток должны соответствовать номерам клемм, как на аппаратах, так и на ВКУ, т.е. если к 1-й клемме аппарата подключен конец кабеля, обмотанный красной ниткой, то к первой клемме ВКУ должен быть подключен конец кабеля, также обмотанный красной ниткой. 6. Каждая жила должна иметь кольца из жилы, кольцо должно быть прочно прижато как винтом на аппаратах, так и гайками на ВКУ. Установленное на машине переговорное устройство ТПУ-2 проверяется представителем ОТК завода, причем проверкой должно быть установлено: а) Правильность размещения и установки аппаратуры в машине. б) Качество монтажа и его соответствие настоящим Т.У. в) Нормальная работа всего переговорного устройства в соответствии с описанием его и схемой. 1. Испытанием в пробеге проверяется бесперебойная работа переговорного устройства при движении машины на всех скоростях по булыжной мостовой и среднепересеченной местности; какие либо перерывы в работе ТПУ-2 не допускаются. 2. В окончательной сдаче военпреду УС КА переговорное устройство предъявляется одновременно с окончательной сдачей смонтированной в машине радиостанцией. 3. Проверка работы ТПУ-2 производится согласно инструкции, приложенной к каждому комплекту ТПУ-2 на 100% предъявляемых машин. 4. Проверка на связь по радио через ТПУ-2 во время движения машин производится на тех же машинах, на которых испытывается на дальность связи радиостанция. 5. Связь и слышимость между аппаратами должна быть надежной, как на стоянке, так и во время движения машины на всех скоростях. Критерием надежности внутренней телефонной связи служит 100% прием команд при однократной передаче. 6. Машины, у которых при проверке на месте обнаружены дефекты монтажа ТПУ-2, влияющие на работу радиостанции, к испытанию в полевых условиях не допускаются. 7. При поворотах башни связь между аппаратами ТПУ-2 не должна нарушаться. 8. Приемка ТПУ-2 производится одновременно с приемкой радиостанции. 9. В каждую машину, оборудованную ТПУ-2, должны быть вложены: спецификация, описание и инструкция по обслуживанию ТПУ-2. НА СБОРКУ ПОВОРОТНОГО МЕХАНИЗМА I. Сборка верхнего червячного колеса 34.34.003 и ведущей шестерни 34.34.004. 1. Шарикоподшипник 302 ОСТ 6121 должен быть запрессован в гнездо шестерни 34.34.004 до упора торца наружного кольца подшипника в дно гнезда. 2. Червячное колесо 34.34.003 должно быть напрессовано на ведущую шестерню 34.34.004 до плотного упора фланца в торец наружного кольца подшипника 302 ОСТ 6121. 3. Винты 1М8×18 ОСТ 216 должны быть завинчены до плотного упора, головки болтов должны быть надежно закернены. 4. Внутреннее кольцо подшипника 302 ОСТ 6121, после закрепления подшипника в детали 34.34.004, должно легко вращаться без заеданий и заклинивания. 5. Втулка 34.34.007 должна быть запрессована в деталь 34.34.004 до упора буртка втулки в торец зубчатого венца шестерни. 1. Оси сателлитов в сборе с сателлитами должны быть запрессованы в нижнее червячное колесо до упора торцами во фланец колеса, и надежно затянуты гайками. ПРИМЕЧАНИЕ: При несовпадении прореза гайки с отверстием в резьбовом хвостовике оси сателлита допускается подпиловка торца гайки, соприкасающегося с плоскостью фланца червячного колеса. 2. Винты М6×16-1-0 ОСТ 3522 должны быть завинчены до плотного упора торцов головок в шайбы, проложенные между фланцем детали 34.34.006 и головками винтов, и надежно законтрены замковыми шайбами. 3. Шарикоподшипник 212 ОСТ 6121 должен быть напрессован на ступицу детали 34.34.006 до упора торцом внутреннего кольца подшипника в торец детали. 4. Установочная гайка ЭМ56 ск.0,75.91 должна быть завинчена до плотного упора торцевой поверхностью в торец внутреннего кольца шарикоподшипника 212 ОСТ 6121 и застопорена пружинным кольцом 66 ск.0,75.75.92. 5. Наружное кольцо шарикоподшипника 212 РСТ 6121 после закрепления подшипника на ступице детали 34.34.006, должно легко вращаться без заедания и заклинивания. 6. Подшипник 212 ОСТ 6121 должен быть вставлен в гнездо детали 34.34.002 и плотно прижат деталью 34.34.046. ПРИМЕЧАНИЕ: Зазор между фланцами деталей 34.34.002 и 34.34.046 должен быть заполнен прокладками 34.34.052 и 34.34.053. Толщина комплекта прокладок должна быть меньше вышеуказанного зазора на 0,1 – 0,2 мм. 7. Винты М6×15 ОСТ 216, крепящие деталь 34.34.046 к нижней части картера, должны быть завинчены до плотного упора головок в углубления фланца детали 34.34.046. 1. Втулки 34.34.010 и 34.34.036 должны быть запрессованы в гнезда картеров до упора буртика втулки в торец гнезда. 2. Масленка ск.0,94.01 должна быть завинчена в картер 34.34.001 до упора торца шестигранного пояска в бобышку картера. 3. Все шпильки, ввинчиваемые в резьбовые отверстия картеров механизма и гитары, должны быть завинчены до плотного упора в ненарезанные части. 1. Подшипник 202 ОСТ 6121 должен быть запрессован в деталь 34.34.068 до упора торца наружного кольца подшипника в буртик шестерни. 2. Ось паразитной шестерни, деталь 34.34.069, должна быть запрессована во внутреннее кольцо подшипника 202 ОСТ 6121, закрепленного в детали 34.34.068 до упора торца шляпки во внутреннее кольцо подшипника. 3. Шестерня 34.34.068 должна легко вращаться относительно оси 34.34.069 без заеданий и заклинивания подшипника. 4. Ось паразитной шестерни в сборе с шестерней 34.34.068 и кольцом 34.34.070 должна быть запрессована в картер гитары до упора детали 34.34.070 в торец бобышки картера. 5. Гайка К1М12 ОСТ 3312 должна быть навинчена на конец оси паразитной шестерни до плотного упора в шайбу 14 ОСТ 3233, гайка должна быть надежно зашплинтована. ПРИМЕЧАНИЕ: При несовпадении прореза гайки с отверстием в резьбовом хвостовике оси, допускается подпиловка торца гайки, соприкасающегося с шайбой 14 ОСТ 3233. 1. Нижний червяк 34.34.031 должен быть установлен так, чтобы его осевой люфт был не более 0,2 мм (регулировка величины осевого люфта производится прокладками 34.34.033 и 34.34.034). 2. Червяк 34.34.031 должен вращаться во втулках без заедания и заклинивания. 3. Червяк 34.34.031 вместе с верхней частью картера должен быть установлен относительно червячного колеса 34.34.005 так, чтобы ось червяка находилась в плоскости начальной окружности червячного колеса (регулировка положения червяка относительно плоскости начальной окружности червячного колеса производится прокладками 34.34.052 и 34.34.053). Правильность зацепления червяка с червячным колесом должна быть проверена по краске, отпечатки на зубьях червячного колеса должна располагаться по длине зуба равномерно, без резких смещений к краям зубьев. 1. Верхнее червячное колесо должно быть установлено так. чтобы плоскость начальной окружности червячного колеса совпадала с геометрической осью верхнего червяка 34.34.037 (регулировка установки червячного колеса 34.34.003 по высоте производится с помощью прокладок 34.34.015 и 34.34.016). 2. Правильность зацепления верхнего червячного колеса 34.34.003 и червяка 34.34.037 должна быть проверена по краске, отпечатки на зубьях червячного колеса должна располагаться по длине зуба равномерно без резких смещений к краям зубьев. 3. Червяк должен легко проворачиваться в своих подшипниках, без заедания и заклинивания на зубьях червячного колеса. 1. Наружное кольцо шарикоподшипника 302 ОСТ 6121 после окончательного закрепления подшипника на верхнем конце вертикального вала должно быть плотно зажато между распорным кольцом 34.34.018 и буртом детали 34.34.013. Осевой люфт подшипника в гнезде 34.34.013 не допускается. 2. Винты М6×15 ОСТ 216, крепящие корпус сальника к нижней части картера, должны быть завинчены до упора головок в выточки корпуса сальника, головки винтов должны быть раскернены. 3. Втулка 34.34.007 должна быть запрессована в гнезде буксы 34.34.032 до упора буртика втулки в торец буксы. 1. Конуса 34.34.024 должны свободно перемещаться вдоль шпонок Г8×7×35 ОСТ 4085. Поверхности шпонок, соприкасающиеся с боковыми поверхностями пазов конусов, и боковые поверхности пазов деталей 34.34.024 должны быть подогнаны по краске. 2. Гайка К1М14 ОСТ 3312 должна быть завинчена до упора в торец выточки детали 34.34.027 и зашплинтована. При несовпадении прореза гайки с отверстием в резьбовом хвостовике вала, допускается ослабление затяжки гайки до совпадения прореза гайки с отверстием вала. 1. Перед сборкой все детали должны быть очищены от грязи и промыты в обезвоженном керосине или бензине. 2. Сальниковые кольца и картонные прокладки должны быть пропитаны автолом. 3. Все посадочные места и трущиеся поверхности деталей перед сборкой механизма должны быть покрыты тонким слоем солидола или консталина. 4. Подшипники перед установкой в картер механизма должны быть промыты в бензине, а затем смазаны солидолом. 5. Все гайки и болты должны быть завинчены до плотного упора и надежно законтрены. 6. Картер должен быть заполнен смесью консталина с автолом до оси верхнего червяка. Для смазки механизма должны применяться следующие смеси: а) 70% автола и 30% консталина для холодного периода года. б) 50% автола и 50% консталина для жаркого периода года. 7. При вращении маховичка механизма или ведущего валика гитары, механизм должен работать плавно, без заедания и заклинивания. НА УСТАНОВКУ СИДЕНИЙ В КОЛПАКЕ – Сб. черт. 34.35сб. 1. Кронштейны сидений должны быть надежно закреплены. Шатание не допускается. 2. Установленный стержень сидения не должен быть погнутым в своих прямых частях и легко, без заедания, проворачиваться и передвигаться в трубке кронштейна. 3. Ползун, вместе с подушкой сидения, при ослаблении стопорного болта, должен легко, без заеданий, передвигаться по стержню. 4. Допускается рассверловка отверстий в листе спинки сидения при несовпадении таковых с отверстиями в верхнем погоне. Шатание спинок сидений – не допускается. 5. Вороток фиксатора не должен быть погнутым, и легко, без заеданий, передвигаться в стопоре. 6. При затянутых стопорах, сидения должны быть прочно зафиксированы в желаемом положении. 7. Труба кронштейна со стержнем должна быть смазана густой смазкой. НА СБОРКУ СМОТРОВЫХ ПРИБОРОВ. Группа – 36. Технические условия на сборку и установку в машине смотровых приборов см. на сборочных чертежах: а) Прибор водителя центральный – 34.36.18.сб б) Прибор водителя боковой – 34.36.21.сб в) Прибор в башне – 34.36.24.сб НА СБОРКУ И УСТАНОВКУ СИСТЕМЫ ВОЗДУШНОГО ПУСКА. Группа 38. 1. Технические условия на сборку и установку системы воздушного пуска см. на чертеже 34.38.Сб. 2. Трубки не должны иметь забоин и вмятин. Технические условия по технике безопасности при работах по переноске, транспортировке, погрузке, хранению и эксплоатации баллонов со сжатым воздухом см. в инструкции по уходу за танком "34". на сборку и установку по группе "39" "КОНТРОЛЬНЫЕ ПРИБОРЫ" Технические условия на сборку и установку по группе "Контрольные приборы" см. на чертежах: 34.39.6сб, 34.39.8сб, 34.39.9сб, 34.39.10сб, 34.39.12сб, 34.39.Сб-1. НА СБОРКУ ГУСЕНИЦЫ – ГРУППА "44" Технические условия на сборку гусеницы см. на чертеже 34.44.Сб-1. НА СБОРКУ ПРИБОРА КРУГОВОГО ОБЗОРА. Технические условия на сборку и установку прибора кругового обзора см. на чертеже 34.47.Сб-1. НА СОБРАННУЮ МАШИНУ. Собранная машина проверяется стационарной прокруткой, а затем пробегами, заводской обкаткой и сдаточными испытаниями. Эти испытания имеют целью выявить надежность монтажа и соответствие его техн. условиям, а также проверить качество механизмов и машины в целом. На собранной и предъявленной для испытаний машине не должно быть никаких посторонних предметов, особенно таких, которые могут вызвать аварию механизма. Машина должна быть чистой и сухой (для возможности лучшего контроля). На машине должны быть установлены механизмы и детали, полагающиеся ей по детальной описи и собранные в соответствии с чертежами и техническими условиями, утвержденными АБТУ. Механизмы должны быть смазаны согласно указаний в соответствующем разделе настоящих техусловий по данному механизму. Монтаж механизмов и деталей на машине должен быть произведен в полном соответствии с чертежами и техн. условиями, утвержденными АБТУ. Все крепежные детали должны быть затянуты до отказа и, если это требуется по чертежам и техн. условиям, – надежно законтрены. Во всех механизмах машины не должно быть ненормальных стуков и шумов. Ввиду субъективности метода определения ненормального шума и стуков на индивидуальный слух, в спорных случаях с согласия нач. цеха и нач. ОТК и по требованию П.З. механизм разбирается и в случае отсутствия отступлений от техн. условий по зазорам и размерам – пропускается. Машина должна быть полностью заправлена топливом, маслом и водой. Механизм и узлы машины должны удовлетворять требованиям, изложенным выше в соответствующих разделах настоящих техн. условий и, кроме того, следующему: Мотор должен быть чистым. Все цилиндры мотора должны работать без перебоев. Течь мест соединений масло, водо и топливо-проводов, а также и радиаторов – не допускается. Потение мест соединений, а также и арматуры топливо и масло-проводов – не допускается; также не допускается и подсос воздуха. Испытание топливной системы при неработающем моторе производить на 0,3 атм., от воздушного насоса. При этом, после получения в испытываемом баке указанного давления по манометру на щитке водителя, воздушный кран должен быть перекрыт на испытываемый бак для отключения воздушного насоса от испытываемого бака. Падение давления не должно быть в течение 2-х минут. Топливный распределительный кран при этом должен быть включен на испытываемый бак. Число оборотов мотора: Максимальное – 1800 об/мин.; Минимальное – 500 – 600 об/мин. Максимальное эксплоатационное число оборотов мотора – 1750 об/мин. Критическое число оборотов мотора, при котором явно выражена вибрация, затихающая при переходе выше или ниже этого числа оборотов, в пределах от 1050 до 1300 об/мин. Мотор должен работать без перебоев на всех режимах и на любом топливном баке машины; показания топливного манометра при этом должны быть в пределах 0,5 – 0,7 атм. Допускается вибрация стрелки манометра. После запуска мотора и при работе с перебоями необходимо открыть краник у топливного манометра, для спуска в атмосферу в бачек накопившегося в топливо-проводах воздуха. Топливо для мотора – газойль марки "ДТ" или "Э". Топливо, идущее для заправки топливных баков, должно быть профильтровано через шелковое полотно. Масло для мотора – авиационное марки "СО" или "СС" селективной очистки. Наливаться масло в бак должно обязательно через фильтры, устанавливаемые на баке. При числе оборотов моторов 1500 – 1700 об/мин. давление масла в главной магистрали должно быть от 6 до 9 атм., а при 600 – 800 об/мин. не ниже 2-х атм., все это при условии, что температура входящего масла будет не ниже +40°С. При 500 об/мин. давление масла не менее 1,5 атм. Температура входящего масла допускается не ниже +40°С, а выходящего – не выше +100°С. Масляные радиаторы необходимо включать только согласно указаний в начале книги данных тех. условий. В тех случаях, когда по температурным условиям масляные радиаторы в пробегах выключены, необходимо в целях проверки надежности монтажа включать радиаторы при стационарных прокрутках в цеху, –один раз при первой стационарной прокрутке и второй – после сдаточного испытания; при этом температура входящего масла должна быть не ниже +40°С. Нагружать мотор можно только после доведения температуры входящего масла до +40°С на холостом ходу; для ускорения набора указанной температуры допускается выключать масляные радиаторы с последующим включением, согласно вышеизложенного, а также закрывать входные и выходные жалюзи. Воду для заправки водяной системы допускается применять только чистую пресную. Уровень воды на дне тройника (для редуктора) не должен превышать 2 – 3 мм. Температура воды, выходящей из мотора, допускается не выше 105°С. В случаях повышения температуры выше 105°С – необходимо перейти на низкую передачу, при тяжелых условиях эксплоатации или температуре окружающего воздуха выше 35°С. Кран водяной помпы в закрытом положении не должен течь; в открытом положении допускается незначительная течь в машину. При работе мотора на любом баке, воздушный кран должен быть поставлен на атмосферу, т.е. все топливные баки должны быть связаны с атмосферой. При обнаружении во время работы мотора сильного дымления, явившегося вследствие несвоевременного закрытия масляного крана при предшествующей работе, необходимо, во избежание значительного выбивания масла из суфлера и загрязнения машины этим маслом, не переходить на обороты выше 500 об/мин. до тех пор, пока не прекратится сильное дымление. На машинах с неработающим мотором масляный кран должен быть перекрыт, во избежание перетекания масла в картер мотора. Запрещается производить перерегулировку редукторов, как топливного, так и масляного (редуктора должны быть запломбированы ОТК завода поставщика моторов). В случае обнаружения ненормальностей с давлением и вообще в работе мотора необходимо немедленно вызывать представителей завода-поставщика и без их разрешения никаких переделок и перерегулировок в моторе не производить. В остальном эксплоатация мотора должна производиться в соответствии с инструкцией завода-поставщика. Общее число часов работы мотора на заводе им. Коминтерна не должно превышать 8 часов. Запуск мотора воздухом должен проверяться два раза, один раз при первой стационарной прокрутке и второй – при окончательной стационарной прокрутке, после всех испытаний и устранения дефектов. Главный фрикцион должен работать без заеданий и ненормальных шумов и стуков. Подшипники и шариковые храповики фрикциона должны работать без заеданий и заклиниваний, что проявляется в виде визга и дергания педали главного фрикциона. Ведомый барабан фрикциона, при выключении фрикциона, должен плавно останавливаться. Допускается не полное останавливание ведомого барабана только при следующих условиях: при числе оборотов мотора не свыше 700 об/мин. и при полностью выключенном фрикционе. После включения и выключения какой-либо передачи, ведомый барабан не должен вращаться, в противном случае дефект должен быть устранен. Ход нажимного диска должен быть в пределах 5 ± 0,5 мм. Коробка передач не должна иметь течи сальников главного вала и горловины. Обработанные неокрашенные места должны быть смазаны и не иметь ржавчины. Переключение подвижных шестерен (кареток) должно быть отрегулировано по кернам и должно быть плавным, без заеданий. Нагрев коробки допускается до 100°С летом и 90°С – зимой. Подшипники и шариковые храповики фрикционов должны работать без заеданий и заклиниваний, что проявляется в виде визга и дергания рычагов управления фрикционами. Тормоза должны работать синхронно. Нагрев при работе допускается до 80°С летом и до 70°С – зимой. Явно выраженные течи из-под сальников не допускаются; допускаются незначительные подтекания из под сальников. Допускается незначительное подтекание смазки из под сальников. Явно выраженные течи не допускаются. Должна обеспечивать, при догруженной до нормального веса машины, клиренс 400 мм, при разнице в клиренсе по длине машины не более 20 мм, а по ширине – не более 10 мм. Вылеты стаканов и монтаж по черт. Порядок и метод регулировки согласно инструкции по машине, прилагаемой к каждой машине. Машина, поступающая на стационарную прокрутку, должна иметь обязательно установленными основные механизмы; не ставится: укладка в полу, жалюзи, инструментальные ящики, крыша кормы и над мотором, гусеница. Об установке механизмов и узлов в соответствии с чертежами и тех. условиями (на специально отведенном месте) должны быть отметки ОТК. Машина может быть поставлена на прокрутку с некоторыми дефектами и отступлениями, при условии, что они не препятствуют прокрутке и не повлияют на заключение по прокрутке машин. Разрешение на прокрутку такой машины должно быть подписано Нач. ОТК и ПЗ. На I-й передаче – 5 минут на II-й передаче – 5 минут на III-й передаче – 10 минут на IV-й передаче – 10 – 15 минут на заднем ходе – 5 минут Номинальное число оборотов в минуту при прокрутке 1500 – 1600 об/мин. при этом, в целях проверки давления топлива, масла и т.п. допускаются обороты от минимальных до максимальных (оговоренных выше). Механизмы машины должны удовлетворять требованиям, изложенным выше. Результаты стационарного испытания машины фиксируются актом, который должен быть подписан мастером цеха, старшим мастером ОТК и ПЗ. На машине не принятой стационарной прокруткой устраняются дефекты, и она вновь поступает на прокрутку; повторное испытание должно продолжаться ровно столько, сколько необходимо для того, чтобы убедиться, что дефект, из-за которого вновь прокручивается машина, устранен, но не более 20 минут. Машина, принятая стационарной прокруткой, окончательно собирается, устанавливается на новые гусеницы и выезжает на площадку цеха для испытания разворотами. При отсутствии дефектов машина передается в сдаточный цех, на что сдаточному цеху выписывается ОТК извещение за подписью ОТК и ПЗ. Машина, идущая в обкатку, должна быть оборудована всеми механизмами и колпаком, но без вооружения, оптических приборов, укладок в полу и возимого имущества. Машины идут в заводскую обкатку без рации; установка рации производится в сдаточном цехе и после заводской обкатки. Машины должны быть догружены до нормального веса машины в полном снаряжении. Километраж заводской обкатки не более 20 клм. Первые три километра машина проходит на первой передаче, три следующих – на 2-й и остальные на 3 и 4 (в зависимости от путевых возможностей). Во время обкатки машина делает одну остановку для осмотра и подтягивания всех ослабевших соединений, трубопроводов и мест крепления; здесь же машина проверяется на восьмерке на 1 и 2 передачах и заднем ходу, при этом в тяжелых условиях (рыхлый песок, пахота и т.п.) радиус поворота должен быть не менее 8 мт. Механизмы машины должны удовлетворять требованиям, изложенным выше. Во время пробега представитель ОТК ведет журнал, в который вписывает показания контрольных приборов и вообще все замечания по механизмам и машине в целом. По возвращению в цех и устранению дефектов по акту ОТК после заводской обкатки, машина предъявляется ОТК. Принятая машина пломбируется ОТК и на неё выписывается извещение ПЗ за подписью Зав. Бюро ОТК при сдаточном цехе, т.е. машина предъявляется ПЗ к сдаточному испытанию. Машина, идущая в сдаточное испытание, должна быть оборудована также как для заводской обкатки (см. ниже), но с установленной системой при установке рации в нише колпака; при установке рации в носовой части систему в сдаточный пробег можно не устанавливать. Машины с установкой рации совмещают сдаточное испытание (ходовое) с испытанием рации (см. выше раздел по испытанию раций). Километраж сдаточного испытания не более 50 клм. Средняя скорость чистого движения: 20 – 30 км/час. Максимальная скорость 47 км/час. при 1700 об/мин. Машина должна проходить всевозможные проселочные и грунтовые дороги, а также и бездорожье, но на соответствующих скоростях. Маршрут для испытания – по выбору ПЗ и согласованию с нач. "100" и нач. "109". Во время пробега допускается иметь не более двух остановок по вине машины, продолжительностью не свыше 10-ти минут каждая. Механизмы должны удовлетворять требованиям, изложенным выше. Во время пробега представитель ОТК ведет журнал, в который вписывает показания контрольных приборов и вообще все замечания по механизмам и машине. Осмотр машины и прокрутка ходовой части должна производиться сейчас же после сдаточного пробега, прокрутка должна продолжаться не более 10 минут; при этом машина должна быть чистой для удобства осмотра. В случае обнаружения на машине дефектов таких, какие изложены ниже, сдаточное испытание засчитывается согласно таблицы. Дефектов, с которыми сдаточное испытание засчитывается, но с последующим контрольным пробегом, после устранения дефектов. 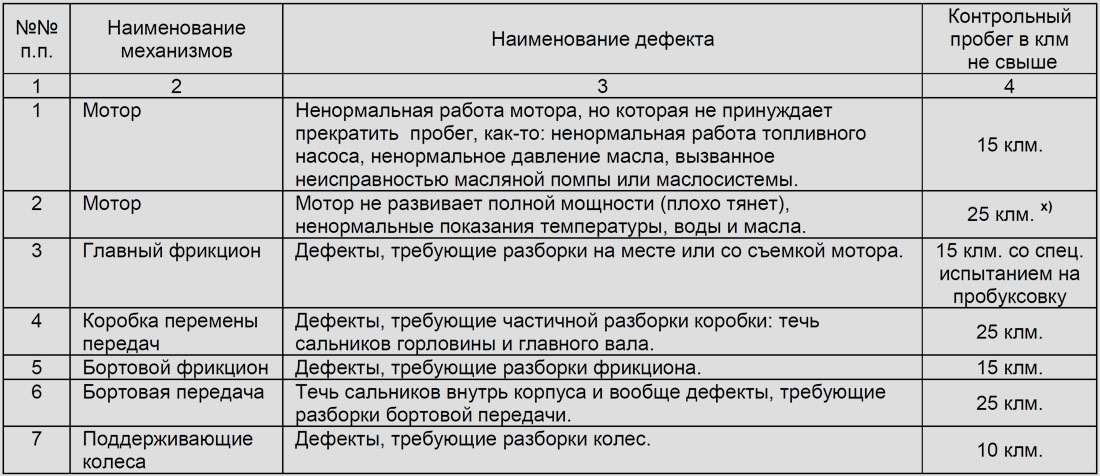 х) ПРИМЕЧАНИЕ: 1. Контрольный пробег в 25 клм назначается в случае, если дефект обнаружен во второй половине пробега, при обнаружении дефекта в первой половине пробега, пробег не засчитывается. Условия для контрольного пробега те же, что и для сдаточного испытания. В случае обнаружения на машине дефектов менее значительных, чем изложены выше, контрольный пробег не назначается, а устранение дефектов контролируется осмотром или прокруткой (в зависимости от дефектов). Прокрутка должна продолжаться ровно столько, сколько необходимо для того, чтобы убедиться, что дефект, из-за которого прокручивается машина, – устроен, но не более 15-ти минут. Порядок устранения дефектов с последующим контрольным пробегом должен быть таким, чтобы машины не ходили в пробеги с установленным вооружением. Технологический процесс на устранение дефектов и окончательную сборку, окраску, укомплектовку и сдачу машин ПЗ должен обеспечивать наименьшее возможное число часов работы мотора на заводе им. Коминтерна. Порядок предъявления машины представителю заказчика по операциям, устанавливается отдельной инструкцией, составленной "180" и согласованной с представителем заказчика. Окончательно принятая к отправке машина должна удовлетворять следующему: 1. На машине должны быть установлены все механизмы, вооружение и детали, полагающиеся ей по детальной описи и собранные в соответствии с чертежами и тех. условиями, утвержденными АБТУ. 2. На машину должны быть поставлены гусеницы, прошедшие не менее 20 клм и не более 80 клм и в остальном соответствующие чертежам и техусловиям, утвержденным АБТУ. 3. На машине должны быть установлены новые, но бывшие в работе, аккумуляторы, снятые с зарядки не позднее 10 дней, считая по день отправки и соответствующие чертежам и тех. условиям, утвержденным АБТУ. По указанию ПЗ, переданному Нач. "100" заблаговременно, машины отправляются с разряженными аккумуляторами, в порядке установленном ПЗ и в соответствии с инструкцией по уходу за аккумуляторами завода-поставщика. 4. На машине должен быть уложен возимый комплект запчастей и инструмента, согласно ведомости, согласованной с ПЗ. 5. Машина должна быть полностью заправлена топливом, маслом и водой (масляный кран должен быть перекрыт во избежание перетекания масла в картер мотора). По указанию ПЗ, переданному Нач. "100" заблаговременно, машины отправляются со спущенным маслом и водой. 6. Машина должна иметь огнетушитель, заряженный не позднее 5-ти дней, считая на день отправки и соответствовать чертежам и тех. условиям, утвержденным АБТУ. 7. Давление воздуха в баллонах должно быть в пределах 150 ± 5 атм. 8. Машина должна быть окрашена в соответствии с тех условиями, согласованными с ПЗ и "109". 1. На поддерживающих колесах допускаются надрезы или надрывы глубиной не более 10 мм, длиной не более 40 мм, в количестве не более 3-х, на расстоянии между ними не менее 250 мм, кромки надрезов и надрывов, выходящие на край, должны быть зачищены, отрыв одного куска резины вдоль беговой дорожки, толщиной не более 10 мм, шириной не более 20 мм и длиной не более 50 мм. 2. Отставание беговой резины от края реборды не является причиной для забракования грузошины даже в том случае, если это отставание вызвано ударом трака и если глубина щели не превышает 6 мм, длина щели не ограничена; ширина щели при этом не должна превышать 2-х мм, считая между ребордой и массивом резины, оставшиеся деформации грузоленты (изгиб) при этом не допускаются; таких дефектов допускается не более одной на грузоленту. 3. Допускаются забоины по наружному и внутреннему краю реборды. А. Испытания на преодоление препятствий: Одна машина в месяц, по усмотрению ПЗ, кроме сдаточного испытания, проверяется на одном из следующих препятствий (допускается совмещать со сдаточными испытаниями). 1. Подъемы: Машина должна преодолевать на 1-й передаче без шпор подъем в 38˚ с плотным дерновым покровом, протяжением 15 – 20 метров без остановки, а также и с одной остановкой; на заднем ходе, при этих же условиях подъем в 25˚ протяжением 5 – 8 метров; при этом не должно быть перегрева мотора и пробуксовки фрикционов. 2. Песчаные сыпучие дюны должны преодолеваться машиной. Из машин, подготовленных к сдаточному испытанию, по усмотрению ПЗ, восемь машин в год, по две машины в квартал, идут в 300 клм. пробег по маршруту, согласованному с нач. "100" и "109". Такие машины должны быть полностью укомплектованы, как машины, подготовленные к отправке. Условия для испытания те же, что и для сдаточного испытания. Эти машины должны испытываться на следующих препятствиях: Должна производиться передачей носовой частью корпуса, на 1-й передаче с закрытыми люками. Водитель должен быть привязан к сидению ремнями пилота. Порода деревьев – сосна толщиной от 350 до 400 мм. Допускается только на первой передаче на твердом грунте и на подъемах не свыше 10˚. При буксировке по пересеченной местности протяжением до 2-х клм., показания контрольных приборов должны быть в пределах допусков, мотор не должен чувствовать перегруза. В конце пробега такие машины должны преодолевать брод глубиною до 1200 мм. при твердом грунте дна и пологих берегах; при этом при нахождении в воде в течение 15 минут – корпус не должен давать течи. После пробега все механизмы должны быть тщательно осмотрены и по устранении всех дефектов, машине может быть назначен, по необходимости, контрольный пробег, но не более 25 клм. Из машин, окончательно сданных в отправку, по усмотрению ПЗ, две машины в год проходят в "540" испытание на гарантийный километраж, по специальной программе, согласованной с нач. "100", ПЗ и главным конструктором завода. за ГЛАВНОГО КОНСТРУКТОРА ЗАВОДА подпись 25.VIII.40 МОРОЗОВ
|
|
© Макаров А.Ю., Желтов И.Г., 2017 – 2018
При любом использовании размещенных на данном сайте документов - обязательно указывать архивные реквизиты: архив, фонд, опись, дело, лист. При любом использовании размещенного на данном сайте авторского текста - обязательно указывать имя автора и ссылку на сайт "Т-34 Информ" Защищено законом по авторским правам. Наша почта: email@t34inform.ru |