| Публикации > Желтов И.Г., Макаров А.Ю. "Харьковские «тридцатьчетверки»" | На Главную страницу |
|
Желтов И.Г., Макаров А.Ю. 9. Подводя итоги предвоенного года В начале декабря 1940 г. коллектив КБ-520 под руководством исполняющего обязанности главного конструктора завода № 183 А.А. Морозова на основании Постановления Комитета обороны при СНК СССР № 428сс «О дополнениях и изменениях в тактико-технические требования по танкам КВ, Т-34 и Т-40» занимался разработкой чертежей модернизированной «тридцатьчетверки». Казалось бы, с принятием Постановления № 428сс все точки над «i» в вопросе модернизации танка Т-34 были расставлены, но дальнейшие события вокруг улучшения конструкции этой боевой машины разворачивались не столь однозначно.
В начале декабря 1940 г. коллектив КБ-520 под руководством исполняющего обязанности главного конструктора завода № 183 А.А. Морозова на основании Постановления Комитета обороны при СНК СССР № 428сс «О дополнениях и изменениях в тактико-технические требования по танкам КВ, Т-34 и Т-40» занимался разработкой чертежей модернизированной «тридцатьчетверки». Казалось бы, с принятием Постановления № 428сс все точки над «i» в вопросе модернизации танка Т-34 были расставлены, но дальнейшие события вокруг улучшения конструкции этой боевой машины разворачивались не столь однозначно.
Для ознакомления с работой КБ-520 по модернизации танка Т-34, а также для выяснения производственных возможностей завода № 183 по изготовлению и механической обработке торсионных валов для узлов подвески и шариковых опор башен («погонов») увеличенного диаметра в начале декабря из Москвы в Харьков прибыл ведущий инженер ГАБТУ КА подполковник И.Г. Панов. После выяснения всех вопросов на заводе № 183 и возвращения в Москву 13 декабря 1940 г. И.Г. Панов направил начальнику ГАБТУ КА Я.Н. Федоренко подробный доклад, в заключительной части которого содержалась просьба о возбуждении ходатайства о пересмотре ряда положений Постановления № 428сс. Вызвано это было, прежде всего, тем, что указанные в Постановлении № 428сс тактико-технические характеристики модернизированного танка Т-34 не полностью соответствовали требованиям ГАБТУ КА. Ниже приведем выписки из доклада подполковника И.Г. Панова: «Постановление КО № 428 предусматривает расширение башни танка Т-34 без расширения погона. Эта модернизация не дает полной эффективности улучшения боевых качеств танка. Уширение башни только в верхней ее части даст некоторое улучшение в размещении экипажа в походном положении (удобнее будет сидеть). При стрельбе же, положение не улучшится, так как, не изменяя погона, останется узкое пространство между гильзоулавливателем и погоном, которое и будет стеснять работу расчета при стрельбе (особенно заряжающего). При установке пушки Ф-34 еще больше затрудняется работа экипажа, так как гильзоулавливатель своей тыльной частью, почти касается погона, что не дает возможности произвести замену орудийного расчета не опуская гильзоулавливателя, и разместить пятого члена экипажа – командира с установленной ему командирской башенкой. Преследуется цель расширением башни без расширения погона обеспечить более легкий переход производства, на самом деле, это не дает правильного и нужного решения. Конструктора должны будут принять решения временного лечения, мало дающего с точки зрения боевого улучшения в башне, ломая производство башен в феврале, а затем еще раз через некоторый промежуток времени для перехода на требуемый жизнью вариант башни, т.е. для производства появится больше трудностей. Существующая башня танка Т-34 тесна, мало удобна, имеет слабую видимость, но последние испытания войскового пробега с троекратной боевой стрельбой еще раз подтвердили, что вести прицельный огонь из танка можно. Интенсивность достигает 2 – 3 выстрела в минуту. Имеется ли возможность расширить погон башни танка Т-34? Да, имеется. По предварительным прикидкам можно погон башни расширить примерно на 200 мм. Возможно ли это расширение с точки зрения производства? Возможно, так как для Мариупольского завода это расширение не имеет никакого значения, а завод № 183 имеет станочное оборудование для производства расширенного погона. Расширение башни и погона на 200 мм даст возможность удобного размещения орудийного расчета, и обеспечить требование правительства – дать 6 прицельных выстрелов на ходу танка. Позволит разместить 5-го члена экипажа (командира танка – части), разгруженного для ведения наблюдения за полем боя и руководства танком – соединением, что значительно повысит боевые качества танков. Увеличение боекомплекта без коренного изменения подвески танка приводит к значительным переделкам внутри танка. Меняется в корне топливная и масляная системы. Видоизменяется пружинная подвеска, перемещается в какой-то степени электропроводка, и все равно, полностью вопрос не решается. Все эти изменения должны войти на серию без предварительной проверки испытаниями. Постановление КО № 428 не предусматривает в 1941 г. постановки на танк Т-34 торсионной подвески, можно полагать по причине трудности изготовления торсионных валов для завода № 183. По выяснению мною на заводе № 183 установил, что имеющееся станочное оборудование позволяет производить обработку торсионных валов. Проект торсионной подвески заводом разработан с использованием существующих катков и балансиров. Какие дает преимущества торсионная подвеска по предварительным подсчетам? а) Увеличивается объем боевого отделения танка на 20 %, что дает возможность увеличить боекомплект, который и выдвинут нами в проекте Постановления с учетом постановки торсионной подвески. б) Увеличенный объем боевого отделения дает возможность более удобно разместить экипаж и облегчить его работу в боевых условиях. в) Увеличивается запас топлива до 750 литров вместо 465 л., что увеличивает радиус действия танка на 60 – 100 км., а топливные баки из боевого отделения переносятся в трансмиссионное. г) Уменьшается вес самой подвески на 300 – 400 кг. д) Облегчается монтаж и демонтаж. е) Ликвидируются вырезы в бортах танка для хода балансиров. Без установки торсионной подвески и связанной с ней перекомпоновки нельзя значительно снизить вес танка. Установка мотора В-2-К без предварительной проверки трансмиссии нежелательна, так как коробка перемены передач была рассчитана на вес танка в 18 тн. при мощности мотора в 500 л.с., с Мкр=240 кг/м и числе оборотов 1800 об/мин. Мотор В-2-К имеет мощность 600 л.с., Мкр=365 кг/м, максимальное число оборотов 2100 об/мин., а вес танка колеблется в пределах 27 тн., увеличение же всех указанных параметров может вызвать усиленный износ деталей КПП и преждевременный выход ее из строя. ВЫВОД: В дополнение к постановлению КО № 428, считаю необходимым просить войти с ходатайством в КО об изготовлении к 1.4.41 г. заводом № 183 НКСМ двух усовершенствованных образцов танка Т-34, в которые должно войти: а) Расширение башни и погона с постановкой на ней командирской башенки с круговым обзором. б) Установить торсионную подвеску. в) Увеличить боекомплект. г) Усилить трансмиссию танка. д) Увеличить максимальную скорость танка до 70 км/час. е) Максимально улучшить рабочие места экипажа, обеспечив им удобное размещение, хорошее наблюдение. В период Апрель – Май провести испытания. Июнь месяц – на доработки по результатам испытаний. Июль месяц – вторичное испытание образцов с доработками. Август и сентябрь месяцы на отработку технологического процесса. В Октябре начать серийный выпуск усовершенствованного танка Т-34. Это даст возможность без спешки ввести все изменения по усовершенствованию, проверить испытаниями и планово безболезненно перейти к производству на выпуск еще более высококачественной машины. Завод № 183 на выполнение указанной работы идет охотно и считает такие мероприятия по усовершенствованию танка совершенно правильными. Выпуск серийных танков Т-34 производить с существующей башней, не меняя как-то половинчато и подвеску, сохранив взаимозаменяемость внутреннего оборудования, сосредоточив внимание на максимальный выпуск этих танков. Обязав завод № 183 и НКСМ доработать только вопросы во исполнение Постановления № 428 по: а) главному фрикциону б) вентилятору в) гусенице г) обзорности д) укладке снарядов. Докладывая о вышеизложенном, прошу возбудить ходатайство». [ЦАМО. Ф. 38. Оп. 11355. Д. 41. Л. 15 – 18] После ознакомления Я.Н. Федоренко с докладом И.Г. Панова, в ГАБТУ КА в конце декабря 1940 г. были подготовлены письмо на имя председателя Комитета обороны при СНК СССР К.Е. Ворошилова и проект постановления Комитета обороны «О переходе на производство танков Т-34 с торсионной подвеской». Это письмо, подписанное заместителем народного комиссара обороны Г.И. Куликом и зарегистрированное под № 18239сс, вместе с проектом постановления 30 декабря 1940 г. были отправлены в Комитет обороны при СНК СССР. В письме № 18239сс подробно излагались все достоинства торсионной подвески по сравнению с пружинной, а также указывалось, почему необходимо было увеличить диаметр шариковой опоры башни танка Т-34. Заканчивалось письмо следующими словами:«Для улучшения боевых качеств танка Т-34 прошу обязать НКСМ (завод № 183) изготовить к 1.4-41 г. два опытных танка с торсионной подвеской, расширенным погоном башни, установкой на ней командирской башенки с круговым обзором и повышенной боевой скоростью. Проект постановления представляю и прошу утвердить». [ЦАМО. Ф. 38. Оп. 11355. Д. 41. Л. 102] В приложенном к письму проекте постановления Комитета обороны предлагалось обязать завод № 183 изготовить к 1 апреля 1941 г. два опытных образца танка Т-34 со следующими дополнениями:«1. Устанавливаемую пружинную подвеску танка Т-34 заменить индивидуальной торсионной. 2. Поддерживающие катки ходовой части танка заменить катками с внутренней амортизацией. 3. Погон башни расширить в свету до диаметра 1600 мм, защитив от заклинивания и пропуска свинцовых брызг внутрь танка. 4. Установить на основную башню командирскую смотровую башенку с круговым обзором и мертвым пространством видимости не более 10 метров. 5. Экипаж танка 5 человек, из них: три в башне танка (командир, артиллерист [наводчик], заряжающий) и два в носовой части танка (водитель, радист). 6. Максимальная скорость танка 65 – 70 км/час 7. Двигатель установить В-5 с мощностью 600 л.с. (модернизированный В-2-К). 8. Остальные данные тактико-технической характеристики танка Т-34, остаются в силе согласно Постановления КО № 428 от 19.XI-40 г. 9. Заводские испытания провести к 1.4.41 года. На полигонные испытания НКО предъявить 1.5.41 г. Обязать НКСМ и НКО к 1.7.41 г. представить в КО свои предложения о серийном производстве усовершенствованного танка Т-34. Обязать НКС промышленности Союза ССР (Мариупольский завод) изготовить по чертежам завода № 183 к 1.2.41 г. бронедетали на два опытных корпуса с башнями». [ЦАМО. Ф. 38. Оп. 11355. Д. 41. Л. 103] В то время, когда в Москве рассматривался вопрос о пересмотре Постановления Комитета обороны № 428сс, в Харькове на заводе № 183 продолжались работы по воплощению в жизнь этого постановления. На состоявшемся 28 декабря 1940 г. техническом совещании под председательством директора завода № 183 Ю.Е. Максарева исполняющий обязанности главного конструктора завода А.А. Морозов представил на согласование разработанные в КБ-520 чертежи броневых деталей корпуса и башни модернизированного танка Т-34. Кроме Ю.Е. Максарева и А.А. Морозова в работе совещания приняли участие: от завода № 183 – главный инженер С.Н. Махонин; от Мариупольского завода им. Ильича – главный инженер В.С. Ниценко, главный технолог П.М. Ходос и технолог по броневому литью И.И. Брагин; от Главспецмаша НКСМ – ведущий инженер Н.И. Масальская; от ГАБТУ КА – районные инженеры Д.М. Козырев и Г.Э. Зухер, а также подполковник И.Г. Панов.На согласование было предъявлено два варианта расширенной двухместной башни, спроектированной без изменения диаметра шариковой опоры. В первом варианте башня имела местные уширения в зоне размещения командира танка и заряжающего, при этом угол наклона бортовых листов от вертикали в местах уширения составлял всего 10°. Над рабочим местом командира танка на крыше башни была установлена командирская башенка с круговым обзором. Конструкция носовой части башни по сравнению с серийной башней танка Т-34 осталась без изменений. В виду значительного усложнения конфигурации бортовых листов, требовавших при изготовлении сложной штамповки и трудноосуществимой правки, предложенная конструкцию башни с местным уширением была признана непригодной для серийного производства. Кроме этого в протоколе совещания было отмечено, что: «Входящие углы, образуемые выштамповкой, и изменение угла наклона бортовых листов снижают снарядостойкость самой башни. Уменьшение по размеру люка-лаза затрудняет посадку экипажа. Носовая часть башни, оставленная без изменения, сохраняет неудобства пользования приборами наводки и прицеливания. Основной вопрос – удобства работы при данном конструктивном оформлении – не решается в положительном смысле, т.к. имеющийся узкий проход между гильзоулавливателем и погоном сохраняется». [ЦАМО. Ф. 38. Оп. 11355. Д. 41. Л. 54] Во втором из предъявленных вариантов башня отличалась от башни первого варианта только изгибом бортовых листов, и имела те же недостатки – пониженную относительно серийной башни танка Т-34 противоснарядную стойкость, сложность изготовления, и не улучшала условий работы командира и заряжающего.Для обеспечения серийного производства башен по любому из предъявленных вариантов потребовалась бы разработка новых технологических процессов и оснащение цехов новым инструментом, приспособлениями и штампами. При этом подготовка и освоение серийного производства заняли бы не менее 2 – 3 месяцев. В результате обсуждения проектов расширенной башни участниками совещания было принято следующее решение: «… указанные варианты башен для серийного производства рекомендованы быть не могут. Другими вариантами расширения башни без расширения погона, удобного размещения экипажа и нормальных условий для ведения огня достичь не удастся». [ЦАМО. Ф. 38. Оп. 11355. Д. 41. Л. 55] Столь негативная оценка предложенной конструкции башни не стала неожиданностью для руководства завода № 183. Еще весной 1940 г. при обсуждении результатов войсковых испытаний двух опытных танков Т-34 – танков А-34, А.А. Морозов заявлял, что кардинальное расширение башни возможно только в случае увеличения диаметра шариковой опоры и переделки корпуса танка. В связи с этим, конструкторами КБ-520 был разработан и предъявлен на рассмотрение эскизный проект трехместной башни с увеличенным на 200 мм диаметром шариковой опоры и расширенной носовой частью. Рабочее место командира танка, освобожденного от обязанностей наводчика, располагалось в кормовой части башни, и было оборудовано командирской башенкой с круговым обзором. Угол наклона бортовых листов башни от вертикали составлял 25°, а листов носа и кормы – 15°. Для входа и выхода экипажа на крыше башни предусматривалось два люка. Существенно была переработана и носовая часть башни. В предъявленном эскизном проекте монтаж пушки осуществлялся с внешней стороны башни, за счет чего ликвидировался люк в ее нише, снижавший общую прочность серийной башни танка Т-34. При рассмотрении 28 декабря 1940 г. на техническом совещании этот вариант расширенной башни был признан наиболее приемлемым, как с точки зрения удобства работы экипажа, так и с точки зрения технологичности производства, что и было отражено в протоколе:«Предъявленный третий вариант башни целиком удовлетворяет требованиям по размещению расчета, что обеспечивает удобное ведение прицельного огня и повышает темп стрельбы. Значительно улучшается обзорность из башни. Улучшена посадка экипажа за счет большего количества люков в башне. С точки зрения производства брони башни, последняя значительно упрощена в сравнении с первыми двумя предъявленными вариантами. Для перехода на изготовление указанного варианта, также потребуется замена производственного инструмента, но штампы будут менее сложные. Время для подготовки серийного производства башен этого варианта потребуется 2 – 3 месяца. В силу изложенного 3-й вариант необходимо признать наиболее приемлемым и рекомендовать для серийного производства. Необходимо при этом проработать вопрос об изменении переднего лобового листа башни с 15° наклоном на 30°». [ЦАМО. Ф. 38. Оп. 11355. Д. 41. Л. 55] Затем на совещании были рассмотрены чертежи броневых деталей корпуса танка Т-34, измененных в соответствии с Постановлением Комитета обороны № 428сс. Внесенные изменения, прежде всего, касались усиления днища корпуса танка и снижения массы машины.Напомним, что согласно Постановлению Комитета обороны № 428сс масса модернизированного танка Т-34 не должна была превышать 26 тонн, масса же серийно выпускавшихся в декабре 1940 г. танков Т-34 составляла около 27 тонн. Как следует из справки, представленной заводом № 183 районному инженеру ГАБТУ КА Д.М. Козыреву, увеличение массы танка с 25600 кг (масса танка А-34) до 27 тонн произошло вследствие многочисленных изменений, вносимых в конструкцию «тридцатьчетверки» на протяжении 1940 г. по требованию ГАБТУ КА. Также на увеличение массы танка Т-34 повлиял ввод в серийное производство в конце 1940 г. литой башни. Но, вернемся к рассмотрению итогов работы технического совещания, состоявшегося 28 декабря 1940 г. на заводе № 183. Несмотря на внесенные изменения, в общем, разработанная в КБ-520 конструкция корпуса модернизированного танка Т-34 не претерпела принципиальных изменений по сравнению с серийными танками Т-34, за исключением конструкции носовой части. Для уменьшения массы танка конструкторами было предложено отказаться от «разрезного» носового узла, состоявшего из верхнего и нижнего листов и связывавшей их балки. Вместо этого предлагалось вновь вернуться к производству носового узла в виде одной цельноштампованной детали, что позволило бы снизить массу танка на 70 – 80 кг. Однако данное предложение КБ-520 не было принято представителями ГАБТУ КА и Мариупольского завода, так как цельноштампованная носовая деталь имела в месте перегиба пониженную противоснарядную стойкость (относительно серийного «разрезного» носового узла) и, как уже показала практика, была чрезвычайно сложна в производстве. Отдельно на совещании был рассмотрен эскизный проект носовой части корпуса танка, разработанный КБ-520 под трехместную башню с увеличенным диаметром шариковой опоры. Этот вариант носовой части корпуса также был оформлен в виде одной цельноштампованной детали (без носовой балки), но в отличие от первого варианта имел дополнительный перегиб в верхней части листа, за счет чего крыша корпуса над отделением управления становилась длиннее на 510 мм. Такое конструктивное решение позволяло разместить на крыше корпуса танка (перед башней) два люка для входа и выхода механика-водителя и радиста, отказавшись от люка в лобовом листе, а также сместить сидение механика-водителя вперед на 200 мм и удобно расположить смотровые приборы. Предложенная конструкция получила высокую оценку, но ввиду сложности изготовления цельноштампованной детали вопрос о производстве такого варианта носовой части корпуса остался открытым, что и было зафиксировано в протоколе совещания: «Запроектированный перегиб носового листа корпуса в верхней его части удачно разрешает вопрос повышения жесткости и снарядостойкости лобовой части танка и должен быть принят на производство, так как разрез листа в этом месте повлечет к понижению снарядостойкости столь ответственного места и повышению веса. По заявлению представителя завода Ильича – Главного Инженера т. Ниценко, перегиб носа в этом месте возможен, но представляет трудности и может быть изготовлен только с использованием судового пресса, что затрагивает снижение программы по судовой броне и может быть использован только с разрешения НКСП». [ЦАМО. Ф. 38. Оп. 11355. Д. 41. Л. 57]  Необходимо отметить, что по итогам технического совещания заинтересованные стороны – представители ГАБТУ КА, Главспецмаша НКСМ, руководство заводов № 183 и Мариупольского им. Ильича по ряду вопросов не пришли к единому мнению, и конструкция большого количества броневых деталей не была согласована. Но, тем не менее, всеми участниками совещания было отмечено, что дальнейшие работы по модернизации танка Т-34 в части расширения башни необходимо вести за счет увеличения диаметра ее шариковой опоры и переделки корпуса танка.
Необходимо отметить, что по итогам технического совещания заинтересованные стороны – представители ГАБТУ КА, Главспецмаша НКСМ, руководство заводов № 183 и Мариупольского им. Ильича по ряду вопросов не пришли к единому мнению, и конструкция большого количества броневых деталей не была согласована. Но, тем не менее, всеми участниками совещания было отмечено, что дальнейшие работы по модернизации танка Т-34 в части расширения башни необходимо вести за счет увеличения диаметра ее шариковой опоры и переделки корпуса танка.
Как видно из сводки «о ходе выполнения опытных работ по заводу 183 по состоянию на 29.XII-40 г.», составленной подполковником И.Г. Пановым, кроме разработки чертежей и эскизных проектов башни и корпуса танка коллективом КБ-520 в декабре 1940 г. в рамках модернизации танка Т-34 были проведены многочисленные опытно-конструкторские работы. Для выполнения новых тактико-технических требований, изложенных в Постановлении Комитета обороны № 428сс, таких как улучшение условий работы экипажа, уменьшение массы танка, увеличение возимого боекомплекта и запаса топлива, увеличение срока службы агрегатов и танка в целом, требовалось коренным образом переработать всю конструкцию танка Т-34. Так, в частности, при существующей пружинной подвеске конструкторам не удалось увеличить боекомплект к 76,2-мм пушке до 100 артиллерийских выстрелов, как это было определено постановлением Комитета обороны. Различные варианты переработки конструкции пружинной подвески (укороченные одинарные и двойные пружины, горизонтальные пружины) не дали положительных результатов в вопросе увеличения боекомплекта к пушке, так как существенно увеличить объем боевого отделения за счет изменения конструкции пружинной подвески не удалось. Для кардинального увеличения объема боевого отделения в существующих габаритах танка конструкторами КБ-520 был разработан проект индивидуальной подвески с торсионными валами диаметром 60 мм и длиной 1893 мм. Применение торсионной подвески позволяло увеличить возимый боекомплект к 76,2-мм пушке до 98 артиллерийских выстрелов (60 штук в ящиках на полу боевого отделения, 20 штук на бортах и 18 штук в скосе борта с правой стороны корпуса). Кроме этого торсионная подвеска давала еще одно важное преимущество – появилась возможность увеличения объема внутренних топливных баков до 560 – 590 литров и их переноса из боевого отделения в трансмиссионное. При этом масса танка согласно расчетов снижалась на 450 кг. Также в декабре 1940 г. в КБ-520 завода № 183 были проведены опытно-конструкторские работы по повышению надежности и увеличению срока службы агрегатов трансмиссии и вентилятора системы охлаждения, были разработаны гусеницы с цевочным зацеплением, конструктивно переработана серийная боеукладка на 77 артиллерийских выстрелов, а также проработан целый ряд других изменений, повышавших боевые и эксплуатационные качества танка Т-34. Естественно, что для внедрения в серийное производство такого количества изменений требовалось немало времени, которого у руководства завода № 183 уже не было. Напомним, что согласно приказу НКСМ № 268сс, изданному во исполнение Постановления Комитета обороны № 428сс, модернизированные «тридцатьчетверки» должны были начать сходить с конвейера с 1 февраля 1941 г., но по объективным причинам выполнить этого завод № 183 был не в состоянии. В донесении № 775с от 31 декабря 1940 г., районный инженер ГАБТУ КА на заводе № 183 Д.М. Козырев так охарактеризовал ситуацию, сложившуюся на заводе: «К выполнению объема изменений, указанных в приказе НКСМ завод приступил, и в данное время по большинству вопросов Конструкторским бюро намечены решения. Проработка в чертежах дополнительных тактико-технических требований на танк Т-34 показывает, что большая часть деталей и узлов танка Т-34 подвергается коренным изменениям. Основной объем изменений вызывается выполнением следующих требований: В настоящее время танк Т-34 весит 26800 – 27150 кг. На основании директивы БТУ КА № 77319сс от 3/XII-40 г. [письмом № 77319сс ГАБТУ КА уведомило военную приемку завода № 183 о проведении модернизации танка Т-34] должно быть введено утолщение бронировки согласно пункта 4, увеличение боекомплекта согласно пункта 3, запаса горючего согласно пункта 5, что дает увеличение веса танка на 1300 кг. Таким образом, танк будет весить 28100 – 28450 кг. Для получения веса в 26000 кг Конструкторское бюро подвергло изменениям все основные узлы и агрегаты танка, о чем мною указывалось выше. Увеличение боекомплекта и запаса горючего требует увеличить полезный объем боевого и машинного отделения танка, что невозможно без коренной переделки ряда узлов и перехода с пружинной подвески колес на торсионную. В результате этого целый ряд механизмов и узлов подвергается столь значительному изменению, что в отдельных случаях нарушается их взаимозаменяемость с ранее выпущенными машинами. 1. Узлы целиком изменяются по конструкции: гусеница, топливные и масло баки, масло радиаторы, укладки, смотровые приборы, подвеска танка, моторная перегородка корпуса, укладка возимого инструмента, размещение электроаппаратуры, установка рации, щиток водителя, башня с командирской башенкой, щиток контрольных приборов, воздухоочистители, выхлопной трубопровод, сидение в башне. 2. Узлы частичного изменения: броня корпуса и башни, бортовые фрикционы, колеса, ленивец, бортовая передача, железные детали корпуса, тормоза, управление механизмами, электрооборудование, воздушный пуск. Указанные в настоящем разделе частичные изменения вызваны переделкой деталей для облегчения веса последних или увеличения надежности в работе в пределах заданного гарантийного километража. Из перечисленного объема вносимых изменений в танке Т-34 видно, что потребуется произвести большие переделки затрагивающие почти все узлы танка. Для проведения столь значительных изменений потребуется произвести большой объем работы. Для проведения изменений и испытания вновь проектируемых узлов и агрегатов с последующей корректировкой чертежей нужно не менее 2,5 – 3 месяцев. Для подготовки производства модернизированного танка и вход в серийное производство потребуется: спроектировать технологических процессов около 2000 шт. Спроектировать и изготовить приспособлений и штампов – 2300 – 2500 шт. Спроектировать и изготовить инструмента разных видов – 3500 – 4000 наименований. Спроектировать и изготовить 200 – 300 комплектов кузнечных штампов и моделей. Мариупольскому заводу потребуется тоже в значительной мере переоснастить производство, а в настоящее время Марзавод не имеет еще чертежей на 1941 г. При этом следует отметить, что запуск в серию недостаточно проверенных конструкций (т.к. подготовку производства необходимо начать немедленно до получения результатов испытания на километраж) чреват тяжелыми последствиями и противоречит постановлению СНК СССР № 2465 от 8/VII-40 г. Таким образом, создается угроза срыва в выпуске танков на 4 – 6 мес., о чем и считаю своим долгом донести». [ЦАМО. Ф. 38. Оп. 11355. Д. 232. Л. 21 – 22] В целях обеспечения бесперебойного выпуска танков Т-34 в 1941 г., а также для достижения более высоких боевых и эксплуатационных качеств этих машин, Д.М. Козырев предложил провести модернизацию «тридцатьчетверки» в два этапа. В первую очередь, по мнению Д.М. Козырева, начиная с 1 февраля 1941 г. в конструкцию серийно выпускавшегося танка Т-34 следовало внести следующие изменения:«1. Устанавливать систему Ф-34. 2. Воздухоочиститель новый, лучший из числа испытываемых в настоящее время Госкомиссией на заводе № 75. 3. Вентилятор новой конструкции, обеспечивающий надежную работу не менее 3000 клм. 4. Смотровые приборы у водителя новые на базе имеющегося люка, у радиста ручной перископ. 5. Гарантийный километраж [танка] – 3000 клм. 6. Укладка снарядов в полу новая, обеспечивающая удобную выемку снарядов и скорострельность 5 – 6 выстрелов в минуту на ходу танка. 7. Обеспечить надежную работу главного фрикциона. 8. Гусеница новая, обеспечивающая работу не менее 2000 клм. 9. Упрощенная схема маслопровода. 10. На место прибора кругового обзора установить выдвижной перископ пехотного типа». [ЦАМО. Ф. 38. Оп. 11355. Д. 232. Л. 25] Вторую очередь модернизации танка Т-34, подразумевавшую создание фактически новой машины массой 26 тонн с дизелем В-5, торсионной подвеской и с трехместной башней на расширенной шариковой опоре, предлагалось провести в течение 1941 г. Для этого, по мнению Д.М. Козырева, завод № 183 к 1 мая 1941 г. должен был изготовить опытный образец модернизированного танка Т-34, испытать его, и только после получения положительных результатов ставить новую машину на серийное производство. Заканчивалось донесение районного инженера ГАБТУ КА на заводе № 183 Д.М. Козырева следующим:«Резюмируя изложенное выше считаю, что при проведении модернизации в две очереди и в указанных выше объемах, нормальный ход производства танков не будет нарушен, и в 1941 г. страна получит боеспособные танки в нужном количестве, а с 1942 г. опробовав и скорректировав в 1941 г. конструкцию, подготовив должным образом серийное производство танка, завод 183 будет бесперебойно давать танки Т-34 нового модернизированного и значительно улучшенного образца». [ЦАМО. Ф. 38. Оп. 11355. Д. 232. Л. 27] Забегая вперед, скажем, что в итоге руководство ГАБТУ КА, а затем и высшее военно-политическое руководство страны согласилось с тем, что модернизацию танка Т-34 нужно проводить в два этапа. В начале 1941 г. предложения И.Г. Панова и Д.М. Козырева были одобрены на самом высоком уровне, и дальнейшее усовершенствование танка Т-34 осуществлялось в двух направлениях – так называемой малой и большой модернизации.Малая модернизация заключалась в оснащении серийного танка Т-34 76,2 мм пушкой Ф-34 и проведении работ по устранению основных дефектов, выявленных в ходе испытаний и войсковой эксплуатации танка: – повышение надежности работы и увеличение срока службы главного фрикциона и вентилятора системы охлаждения двигателя; – разработка нового воздухоочистителя для дизеля В-2; – разработка новых смотровых приборов механика-водителя; – разработка новой, более удобной боеукладки; – увеличение срока службы гусениц. Большая модернизация танка Т-34 заключалась фактически в создании нового среднего танка с торсионной подвеской, удовлетворявшего всем требованиям ГАБТУ КА. Этот танк впоследствии получил индекс «Т-34М». К разработке эскизного проекта танка Т-34М коллектив КБ-520 под руководством исполняющего обязанности главного конструктора завода № 183 А.А. Морозова приступит в начале 1941 г., ведущим инженером проекта будет назначен конструктор И.С. Бер. О работах по большой и малой модернизации танка Т-34, развернувшихся в 1941 г. будет подробно рассказано в следующих главах, а сейчас вернемся немного назад. В конце осени 1940 г. была проведена большая работа по оснащению завода № 183 станками, оборудованием, приспособлениями и инструментом, необходимыми для крупносерийного производства танков Т-34, а 29 ноября 1940 г. в эксплуатацию был сдан второй сборочный конвейер в цехе «130» отдела «100». Однако, несмотря на это, существенного роста выпуска «тридцатьчетверок» в декабре 1940 г. не произошло – за месяц военной приемкой завода № 183 было принято всего 32 линейных танка Т-34. Кроме 32 сданных машин в заделе завода № 183 по состоянию на 31 декабря 1940 г. в разной степени готовности имелось 156 танков Т-34. Из них 14 находилось на конвейерной сборке, еще 5 сошедших с конвейера машин готовились в сдаточный пробег. Одна машина, прошедшая сдаточные испытания, готовилась под установку пушки Л-11. На 39 танках Т-34, прошедших сдаточные испытания, пушки Л-11 были смонтированы, но их установка не была принята военными представителям ГАУ КА. Кроме этого 12 танков, принятых под окраску и окончательное укомплектование, не имели гусениц из-за недопоставок траков Сталинградским тракторным заводом. Ещё 85 собранных, испытанных, окрашенных и полностью укомплектованных танков Т-34 не были окончательно приняты военной приемкой ГАБТУ КА из-за увеличенного люфта башни и наличия на части этих машин трещин в броневых деталях корпуса и башни. Вопрос о приемке этих 85 машин решался руководством ГАБТУ КА и Главспецмаша НКСМ. 
Всего в декабре 1940 г. на военпредовские испытания большим пробегом заводом № 183 было предъявлено 127 танков Т-34, из них 112 машин выдержали испытание с первого раза, 14 машин ходили в большой пробег дважды и 1 машина – трижды. Кроме этого в декабре 1940 г. дополнительно испытывался контрольными пробегами 31 танк Т-34. Основными дефектами, из-за которых проводились контрольные и повторные большие пробеги, как следует из оперативной сводки № 6с по заводу № 183, были: «а) Уменьшение зазора в выключающем механизме бортовых фрикционов вследствие приработки дисков и уменьшения общей высоты набора – 13 случаев. Для устранения изменена технология обкатки фрикционов на стенде и увеличен зазор, устанавливаемый на сборке. б) Замена шестерен коробки перемены передач – по сколам зубьев – 7 случаев. Испытывается в опытном цехе вариант с укороченными зубьями шестерен через один зуб. в) Поломка оси переднего балансира – 8 случаев. Изменена приварка оси к головке балансира, а на 1941 г. приварка отменена и заменена стопором. г) Поломка балансира переднего колеса – 2 случая. Введена шлифованная галтель на переходе от тела балансира в самородную его ось и отменено смазочное отверстие в самом балансире, вместо которого использовано центровое отверстие. д) Разрушение наружного роликоподшипника бортовой передачи – 2 случая. Разработана новая конструкция крышки бортовой передачи, позволяющая проверить зазор в зубьях шестерен, а до введения ее в серию усилен контроль на сборке. е) Отказ в работе регулятора максимальных оборотов мотора, в результате чего пошел разнос мотора, моторы заменены, завод № 75 занимается исследованием причин». [ЦАМО. Ф. 38. Оп. 11355. Д. 32. Л. 202 об.]  Таким образом, в декабре 1940 г. количество больших пробегов, приходившихся на одну машину, составило 1,13 (в октябре данный показатель равнялся 2, в ноябре – 1,65), что свидетельствовало о повышении качества выпускаемых заводом № 183 танков Т-34.
Таким образом, в декабре 1940 г. количество больших пробегов, приходившихся на одну машину, составило 1,13 (в октябре данный показатель равнялся 2, в ноябре – 1,65), что свидетельствовало о повышении качества выпускаемых заводом № 183 танков Т-34.
Как уже было отмечено выше, в декабре 1940 г. коллектив конструкторского бюро КБ-520 в основном занимался вопросами модернизации танка Т-34. В первую очередь это касалось повышения надёжности работы главного фрикциона, вентилятора системы охлаждения и гусениц, разработки новых смотровых приборов механика-водителя, а также обеспечения требуемой скорострельности пушки (не менее 6 выстрелов в минуту) за счет улучшения конструкции боеукладки. При этом большинство вновь сконструированных опытных деталей и механизмов сразу же изготавливались в металле и испытывались в отделе «500». О результатах испытаний, проведенных в декабре 1940 г. районный инженер ГАБТУ КА военинженером 2 ранга Д.М. Козырев доложил своему руководству в Москву 3 января 1941 г., в сводке № 1с он сообщил следующее: «1. Сборка и испытание 2-х машин А-34 № 611-28 [следует читать 811-28] и 312-25 с опытными механизмами и деталями из заменителей. На этих машинах установлены следующие опытные механизмы и детали: а) Главный фрикцион с 11-ю стальными утолщенными дисками и 20-ю пружинами. При спец. испытаниях диски показали отрицательные результаты. При трогании с места на 3-й передаче фрикцион буксует. После пробуксовки на подъемах (8 раз от 0,5 до 1 мин. каждый) диски сильно покоробились и спеклись. Диски с испытания сняты. б) Главный фрикцион с серийными стальными дисками. Данные диски в отличие от серийных, как ведущие, так и ведомые, имеют по 4 радиальных выреза. До спец. испытаний этих дисков один комплект проработал на машине 1200 клм. После спец. испытаний фрикцион остался в рабочем состоянии. Испытание дисков с вырезами будет продолжено. в) Вентилятор с фрикционом. После 500 клм. фрикцион вентилятора вышел из строя, т.к. сильно сработались посадочные места диска вентилятора на маховике. КБ разработал и спустил в производство новый тип фрикциона вентилятора, который по изготовлении будет установлен на машину. г) Установлено два усиленных вентилятора: 1) с подлопатниками у ободка и 2) с усиленным ободком без накладного кольца. Оба вентилятора прошли по 1100 клм. и находятся в удовлетворительном состоянии. д) Шестерни коробки перемены передач с укороченными зубьями через один, с целью достижения плавного переключения и предотвращения сколов. При осмотри шестерни после 300 клм. обнаружено, что оставшиеся длинными зубья имеют большие сколы по торцам и почти сравнялись с укороченными. Таким образом, имевшая место плавность переключения в начале работы коробки передач нарушилась, и переключение стало хуже, чем на серийной. КБ разработана и спущена в производство коробка перемены передач с шестернями постоянного зацепления, в тех же габаритах, но с несколько уменьшенными скоростями на 3-й и 4-й передачах, также другие варианты коробки. е) Опытные ящики для укладки снарядов, взамен чемоданов. Спец. испытание этой укладки будет проведено в начале Января мес., после чего будет дано заключение о ее пригодности. ж) Установка двигателя без призонных болтов. Двигатели прошли один 1000 клм., второй 1400 клм. и нарушения установки не имеют. Испытание будет продолжаться. 2. Смотровые приборы у водителя. Разработан и изготовлен люк водителя со смотровыми приборами. Люк имеет два триплекса, которые с наружи защищаются открывающимися лючками. В случае выхода из строя триплексов или заклинки лючков, на их место можно поставить кассеты с зеркалами – призмами. Таким образом, водитель имеет 4 прибора наблюдения. Испытание на стойкость люка и приборов от попадания пуль и снарядов будет проведено в Январе месяце 3. Изготовлен и заканчивается установкой на машине прибор огнеметания. В первых числах Января будут начаты заводские испытания. 4. Разработан и спущен в производство прибор по отеплению машины А-7М, по графику завод предполагает установить его на машине 15 Января 1941 г. 5. КБ в Декабре мес. занималось в основном разработкой вопросов, связанных с модернизацией маш. А-34 согласно постановления Правительства. 6. Испытание усиленной гусеницы. КБ завода 183 были разработаны, а СТЗ изготовлены усиленные ребрами жесткости и утолщением плиц траки гусениц. После 1000 клм. пробега усиленные траки, также как и серийные не усиленные, начали рваться: у основания гребня, поперек плица и по проушинам. С целью создания работоспособной гусеницы Заводоуправление объявило конкурс на лучшую разработку литых гусениц». [ЦАМО. Ф. 38. Оп. 11355. Д.41. Л. 12 – 13] 



Испытания танка Т-34 с литой башней (заводской № 714-91), отправленного 27 декабря 1940 г. с завода № 183 на НИ полигон ГАБТУ КА в подмосковную Кубинку, [ЦАМО Ф. 38 Оп. 11355. Д. 1. Л. 224, 211, 215 и 219] По сравнению с ноябрем, в декабре 1940 г. увеличилось не только качество выпускаемых танков Т-34, но и количество этих боевых машин, отправленных в Красную Армию. Всего за месяц с завода № 183 было отгружено 63 «тридцатьчетверки», из них 61 линейная машина и 2 машины оснащенных радиостанциями. В декабре 1940 г. танки Т-34 отгружались в следующие адреса: – 1 декабря 1940 г. 2 линейных танка Т-34 Харьковскому бронетанковому училищу им. Сталина (заводские номера: 547-70 и 423-66); – 2 декабря 1940 г. 30 линейных танков Т-34 на станцию Стрый в распоряжение начальника АБТВ КОВО (заводские номера: 682-34, 423-57, 0550-3, 0550-8, 563-26, 563-64, 563-25, 323-73, 0550-5, 0405-1, 0405-2, 563-51, 563-16, 312-05, 312-75, 0405-8, 312-85, 0405-7, 312-65, 323-72, 0405-0, 312-35, 682-04, 0550-9, 682-35, 682-02, 682-36, 682-73, 312-45 и 682-72); – 2 декабря 1940 г. 2 линейных танка Т-34 на станцию Казань начальнику Курсов усовершенствования командного состава (заводские номера: 558-99 и 558-73); – 12 декабря 1940 г. 1 радио и 1 линейный танк Т-34 Харьковскому бронетанковому училищу им. Сталина (заводские номера: 0618-4 и 0618-2); – 16 декабря 1940 г. 20 линейных танков Т-34 на станцию Львов в распоряжение начальника АБТВ КОВО (заводские номера: 0550-4, 0550-7, 323-43, 682-74, 682-05, 811-74, 811-44, 0836-1, 312-95, 682-75, 811-64, 0836-5, 323-53, 811-38, 811-68, 682-06, 0405-3, 682-71, 0836-7 и 811-48); – 17 декабря 1940 г. 2 линейных танка Т-34 на станцию Кунцево начальнику ВАММ (заводские номера: 558-00 и 608-09); – 18 декабря 1940 г. 2 линейных танка Т-34 Киевскому танково-техническому училищу (заводские номера: 608-28 и 608-74); – 26 декабря 1940 г. 2 линейных танка Т-34 на станцию Кубинка начальнику НИ полигона ГАБТУ КА (заводские номера: 714-16 и 714-91); – 27 декабря 1940 г. 1 танк Т-34, оснащенный радиостанцией на станцию Казань начальнику Курсов усовершенствования командного состава (заводской номер 0618-3). Подводя итоги работы завода № 183 в 1940 г. по танкостроению, прежде всего, необходимо отметить, что за год заводу удалось освоить серийный выпуск сразу двух новых танков – в первом полугодии – легкого колесно-гусеничного танка БТ-7М, и во втором полугодии – среднего танка Т-34. При этом для каждой из двух новых машин заводу пришлось разрабатывать полностью новые технологические процессы и заниматься оснащением их всеми необходимыми приспособлениями, штампами и инструментом. А для освоения серийного производства танка Т-34 во второй половине 1940 г. потребовалось развернуть масштабную реконструкцию цехов танкового отдела «100» и корпусного отдела «700». В соответствии с заключенным 3 июля 1940 г. дополнительным соглашением № 4-529 к договору № 4-074 между заводом № 183 и ГАБТУ КА, в 1940 г. завод должен был изготовить и сдать заказчику 500 танков Т-34. Всего за год заводом № 183 было сдано военной приемке ГАБТУ КА только 115 танков Т-34, что составило 23 % от годового плана. 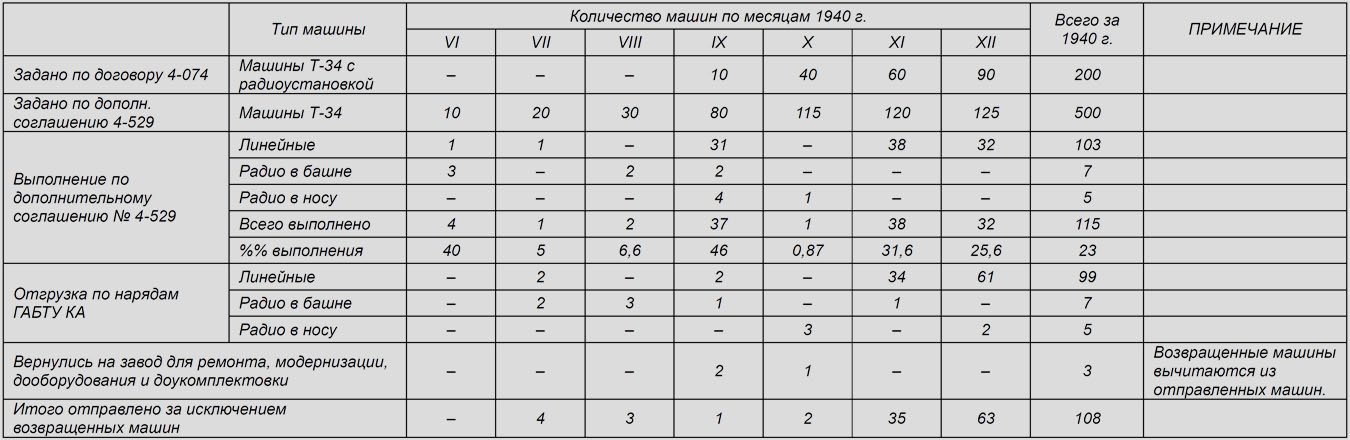
[РГВА. Ф. 31811. Оп. 2. Д. 1068. Л. 13] Кроме 115 танков Т-34 в 1940 г. заводом № 183 было изготовлено и сдано по договорам и дополнительным соглашениям с ГАБТУ КА:– танков БТ-7М – 706 шт., из них 174 шт. оборудованных радиостанциями и 18 шт. оборудованных зенитной пулеметной установкой П-40; – танков БТ-7 – 1 шт. (машина изготовлена сверх договора); – запасных частей для танков БТ-5, БТ-7 и БТ-7М на сумму 23598694 рубля; – запасных частей для танков Т-35 на сумму 264448 рублей; – главных фрикционов, установленных на двигатели М-17Т для танков БТ-7 – 170 шт.; – главных фрикционов, установленных на двигатели В-2 для танков БТ-7М – 10 шт.; – главных фрикционов для танков БТ-7 – 62 шт. – главных фрикционов для танков БТ-5 – 276 шт.; – 3-х ступенчатых коробок передач для танков БТ-7 и БТ-7М – 193 шт.; – учебный разрезной танк БТ-7М – 1 шт.; – учебные агрегаты танка БТ-7М на сумму 87433 рубля; – учебные агрегаты танка Т-34 на сумму 304873 рубля; – произведен ремонт танка Т-35 – 1 шт. Также по договорам с ГУВС НКВД и НК ВМФ заводом № 183 в 1940 г. было изготовлено и сдано 72 танка БТ-7М с двигателями М-17Т. В «Докладе по танкостроению на заводе № 183 за 1940 год», составленном специалистами военной приемки ГАБТУ КА на заводе № 183, основными причинами невыполнения плана по выпуску танков Т-34 были названы следующие:  – Несвоевременное внедрение в производство технологических процессов в отделах «100» и «700» и обеспечение их приспособлениями, штампами и инструментом. Из-за отсутствия необходимой оснастки механические цеха работали с большими отклонениями от запроектированных технологических процессов, «иногда даже вручную по разметке или при помощи временных примитивных приспособлений, изготовленными самими же производственными участками». Следует отметить, что в декабре 1940 г. ситуация с оснащением производства приспособлениями, штампами и инструментом значительно улучшилась.
– Несвоевременное внедрение в производство технологических процессов в отделах «100» и «700» и обеспечение их приспособлениями, штампами и инструментом. Из-за отсутствия необходимой оснастки механические цеха работали с большими отклонениями от запроектированных технологических процессов, «иногда даже вручную по разметке или при помощи временных примитивных приспособлений, изготовленными самими же производственными участками». Следует отметить, что в декабре 1940 г. ситуация с оснащением производства приспособлениями, штампами и инструментом значительно улучшилась.
– Подача на сборочный конвейер корпусов и башен с большими отклонениями от технических условий и чертежных размеров, на исправление которых в отделе «100» тратилось большое количество сил и времени: «Корпуса получались из отдела "700" не крашенными, покраска их задерживала сборку и продвижение машины по конвейеру. С самого начала производства машины Т-34 для нее получали корпуса, имевшие ряд отступлений от чертежей и технических условий. В течение всего времени на корпусах доделывались: а) Место для кронштейнов подмоторного фундамента. б) Подгонка перегородок. в) Место под нижний погон. г) Подгонка крышки бортовой передачи. Сверх обычного приходилось подгонять путем шлифовки крышек бортовых передач, устранять смещения (не соосность) приварки кронштейнов люка водителя, устранять перекосы балансирных хвостовиков и др. работы. В башнях обнаружились несоответствующие размеры для приборов ПТ-6, которые перекрывали шкалу ТОД-6, пришлось произвести заварку и расшлифовку посадочного места перископа». [РГВА. Ф. 31811. Оп. 2. Д. 1068. Л. 17 – 19] – Систематические перебои в снабжении завода № 183 металлом, заготовками и покупными изделиями:«Кроме внутризаводских причин, на сборку машины оказывали влияние отсутствие покупных деталей: моторов В-2, стартеров СТ-700, выключателей массы, грузошин, моторов поворота башни МБ-20. Конвейер держали в Ноябре и Декабре мес. отсутствие гусеницы (СТЗ), отсутствовали водяные радиаторы (ЗИС). Для сдачи машин приходилось отделу 100 гусеничные ленты снимать с ранее собранных машин, взаимообразно занимать в сдаточном цеху и т.п. или вообще прекращать большие пробеги. [РГВА. Ф. 31811. Оп. 2. Д. 1068. Л. 18 – 19] – Многочисленные дефекты в конструкции танка Т-34 и дефекты технологического порядка, устранявшиеся в процессе освоения серийного выпуска:«Так при испытании машины Т-34 было обнаружено: 1. Заедание валов коробки скоростей. 2. Заедание на шлицах главного вала 3 – 4 скорости и промежуточного вала. 3. Сколы зубьев на шестернях коробок ПП. 4. Течь смазки сапуна. 5. Течь сальника храповиков левого бортового фрикциона. 6. Не останавливается ведомый барабан гл. фрикциона. 7. Наблюдалась пробуксовка главного фрикциона и выработка дисков. 8. Малый люфт бортового фрикциона. 9. Массовые порезы резины балансирных колес внутренних. 10. Разрушение оси левого переднего колеса в месте приварки оси к балансиру. 11. Разъедание дюритовых шлангов топливной системы на соединениях и др. 12. Уменьшение зазора в выключающем механизме бортовых фрикционов вследствие приработки дисков и уменьшения общей высоты набора. Для устранения изменена технология обкатки фрикциона на стенде и увеличен зазор, установленный на сборке. 13. Поломка оси переднего балансира. 14. Поломка балансира переднего колеса. 15. Разрушение наружного подшипника бортовой передачи. 16. Отказ в работе регулятора максимальных оборотов мотора. [РГВА. Ф. 31811. Оп. 2. Д. 1068. Л. 17 – 19] Как уже было сказано выше, в конце 1940 г. качество выпускаемых заводом № 183 танков Т-34 значительно повысилось. К началу 1941 г. коллективу завода удалось устранить большинство выявленных дефектов и улучшить конструкцию узлов и агрегатов танка по требованиям ГАБТУ КА. Так, из 49 пунктов перечня изменений конструкции танка Т-34, приложенного к дополнительному соглашению № 4-529 от 3 июля 1940 г. к договору № 4-074, остались не выполненными или не полностью выполненными только 16 пунктов. А из 29 пунктов «перечня конструктивных изменений и доработок на танке Т-34, подлежащих устранению в 1940 г.», подписанного в августе 1940 г. начальником ГАБТУ КА Я.Н. Федоренко по состоянию на 31 декабря 1940 г. оставалось не выполненными 11 пунктов.I. ПО ПЕРЕЧНЮ, ПРИЛОЖЕННОМУ К ДОПОЛНИТЕЛЬНОМУ СОГЛАШЕНИЮ № 4-529 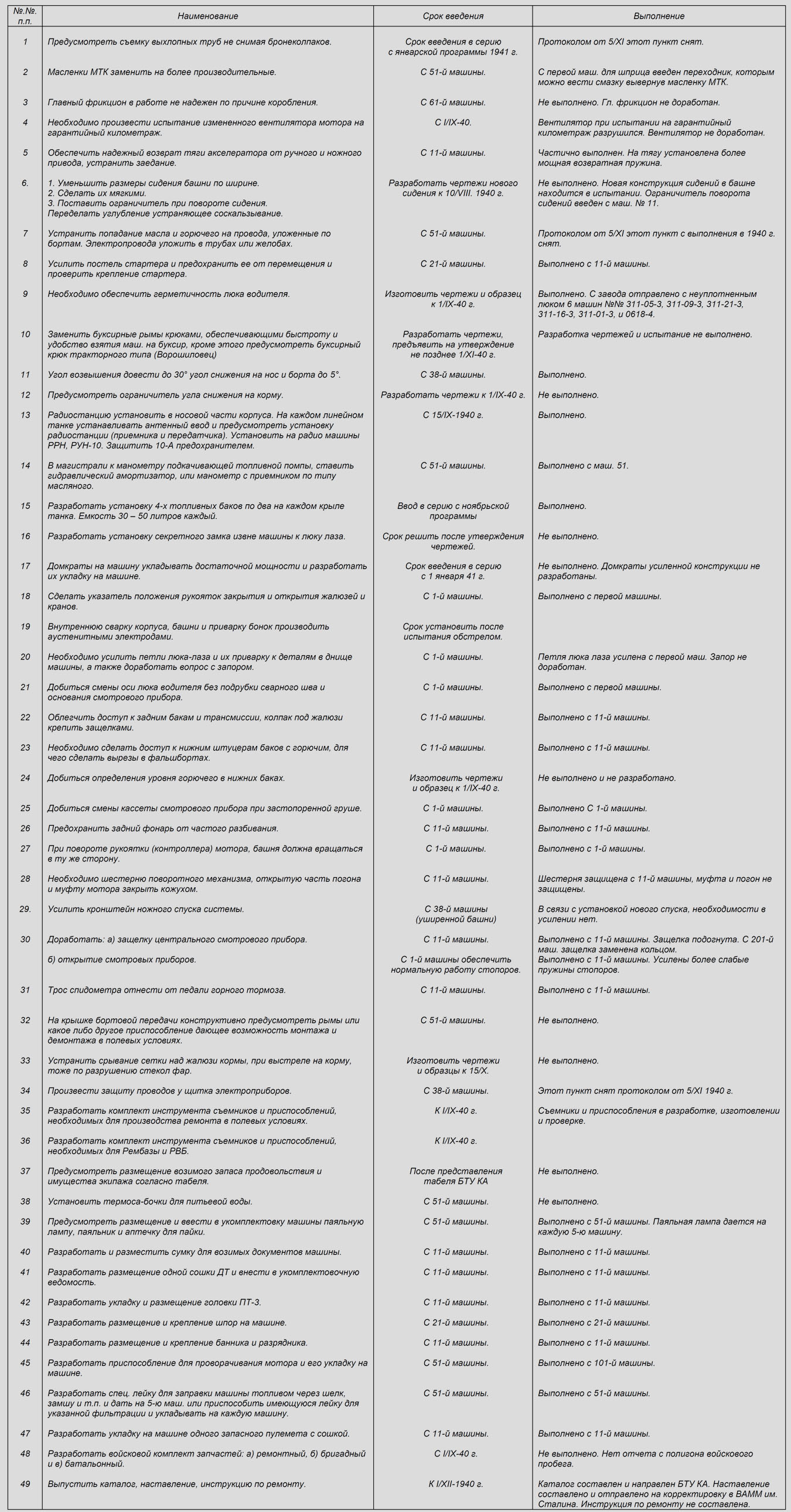
II. По ПЕРЕЧНЮ, ПРИЛОЖЕННОМУ К ПРОТОКОЛУ от АВГУСТА МЕСЯЦА 1940 г., ПОДПИСАННОМУ ГЕНЕРАЛ-ЛЕЙТЕНАНТОМ т. ФЕДОРЕНКО. 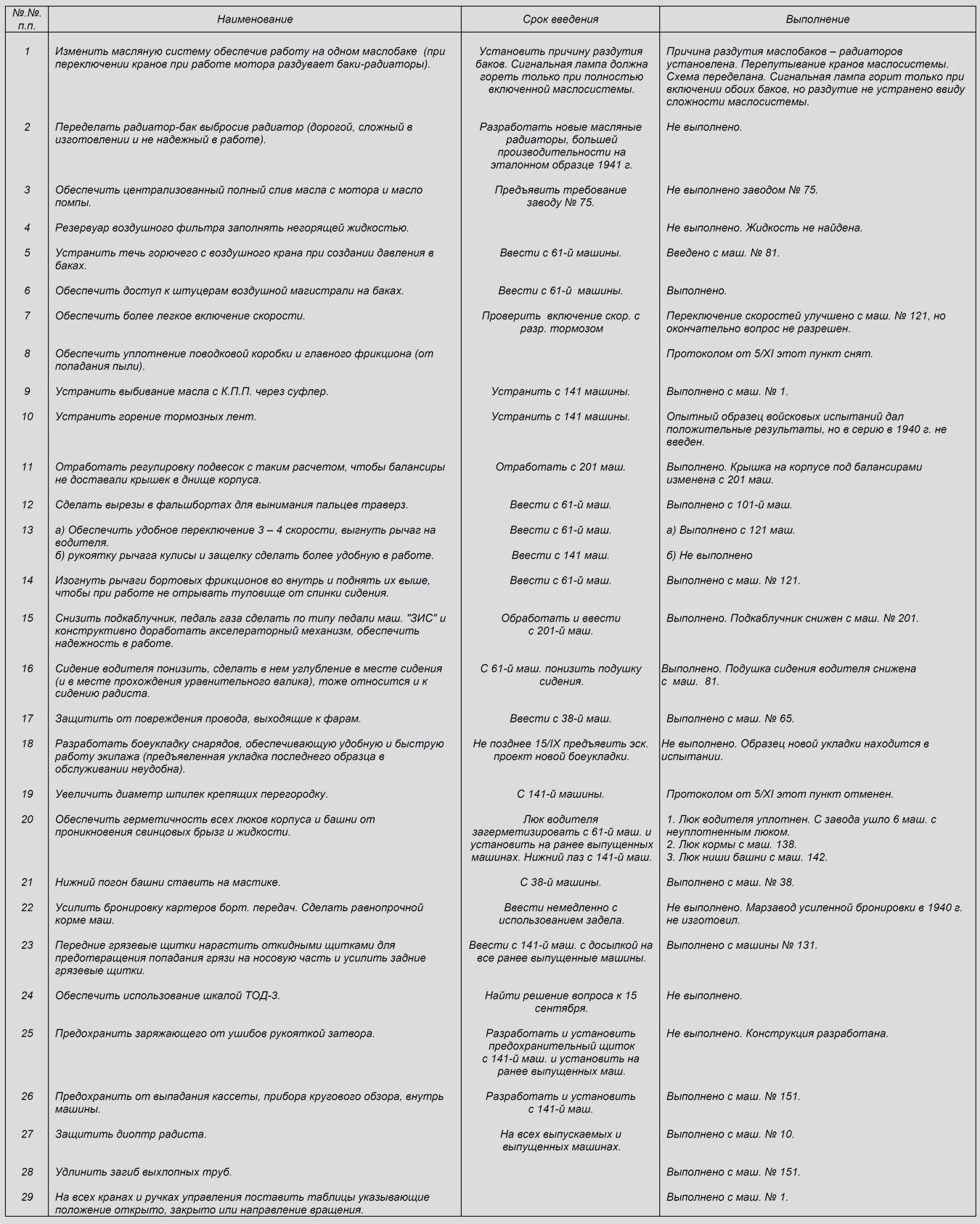
[РГВА. Ф. 31811. Оп. 2. Д. 1068. Л. 44 – 52]  Говоря об организации производства танка Т-34 на заводе № 183, следует отметить, что на начало освоения серийного выпуска «тридцатьчетверки» станочный парк завода в основном состоял из универсального оборудования. Такое оборудование было в большей степени рассчитано на мелкосерийное производство и требовало наличия высококвалифицированной рабочей силы, так как качество механической обработки сложных деталей на универсальном оборудовании напрямую зависело от квалификации рабочего. Коэффициент оснащения технологических процессов различными приспособлениями был не велик, что в свою очередь вызывало наличие большого количества ручных подготовительных работ. Припуски на механическую обработку деталей были весьма значительны, так как большое количество заготовок изготовлялось методом свободной ковки. Групповое расположение оборудования в танковом отделе «100» создавало излишние грузопотоки заготовок и деталей, а межоперационная транспортировка деталей, а также целый ряд производственных операций не были механизированы и выполнялись вручную.
Говоря об организации производства танка Т-34 на заводе № 183, следует отметить, что на начало освоения серийного выпуска «тридцатьчетверки» станочный парк завода в основном состоял из универсального оборудования. Такое оборудование было в большей степени рассчитано на мелкосерийное производство и требовало наличия высококвалифицированной рабочей силы, так как качество механической обработки сложных деталей на универсальном оборудовании напрямую зависело от квалификации рабочего. Коэффициент оснащения технологических процессов различными приспособлениями был не велик, что в свою очередь вызывало наличие большого количества ручных подготовительных работ. Припуски на механическую обработку деталей были весьма значительны, так как большое количество заготовок изготовлялось методом свободной ковки. Групповое расположение оборудования в танковом отделе «100» создавало излишние грузопотоки заготовок и деталей, а межоперационная транспортировка деталей, а также целый ряд производственных операций не были механизированы и выполнялись вручную.
По состоянию на середину 1940 г. инструментальная база завода № 183 не соответствовала масштабам производства, так как основной инструментальный цех в начале 1939 г. был выведен из состава завода № 183 и передан заводу № 75, а новый инструментальный цех «Н-750» находился в стадии строительства. Оставшаяся на заводе № 183 инструментальная база в составе тракторного отдела «200», насчитывавшая всего около 80 единиц станочного оборудования, обеспечивала завод частично и только простым режущим инструментом – сверлами, резцами и фрезами. Остальной инструмент, необходимый заводу № 183 для подготовки производства танка Т-34, поступал со стороны по кооперации, притом основная масса сложного инструмента изготавливалась на заводе № 75 и Московском инструментальном заводе. По причине недостаточных пропускных возможностей оборудования механических цехов танкового отдела «100» значительное количество деталей и узлов танка Т-34 изготавливалось в порядке внутризаводской кооперации в механосборочных цехах отделов «200» (тракторного), «300» (паровозного) и «500» (опытного). Из-за отсутствия на заводе № 183 мощных заготовительных цехов с необходимым количеством кузнечно-прессового оборудования для производства горячей и холодной штамповки, а также слабой литейной базы, значительная часть заготовок и деталей для танка Т-34 поступала по кооперации с других заводов страны. Утвержденная на 1940 г. схема внешней кооперации по танку Т-34 включала в себя более 40 заводов, находившихся в ведении различных промышленных наркоматов СССР. В таблице 4 приведены основные поставщики материалов, заготовок, деталей и оборудования для танка Т-34. Таблица 4 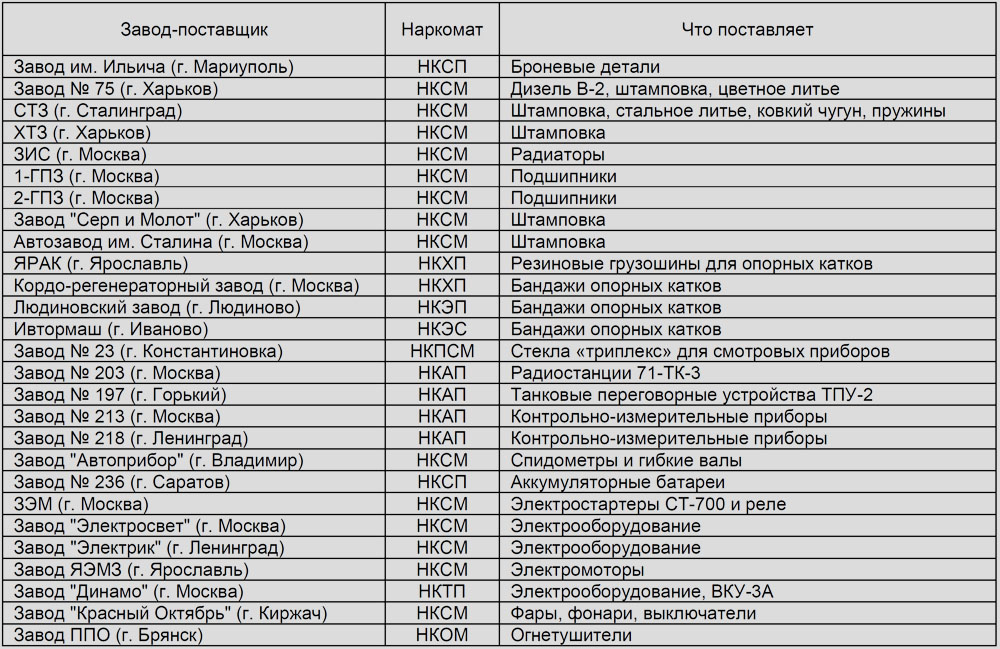
Технологическая подготовка производства танка Т-34 коренным образом отличалась от подготовки производства к выпуску танка БТ-7М, как по своей организации, так и по объему выполненных работ. В период производства танков БТ на заводе № 183 разработка технологических процессов и изготовление оснастки были сосредоточены непосредственно в цехах-исполнителях. В этот период на заводе не было единого направления в работе органов технологической подготовки производства. Запуск в серийное производство более сложного и трудоемкого танка Т-34 вызвал необходимость централизации этих процессов. С этой целью по инициативе главного инженера завода С.Н. Махонина был создано технологическое бюро подготовки производства танка Т-34 – бюро «10-ТП», непосредственно подчиненное главному технологу завода С.Б. Ратинову.  «В этот отдел были собраны лучшие технологи и конструкторы по проектированию оснастки, которые в 1940 году для мелкосерийного производства создали усовершенствованную технологию. Были сконструированы и внедрены приспособления для поточного фрезерования, для строжки нескольких деталей посадом, несложные насадки для револьверной обработки и т.д. Кроме того был сконструирован целый ряд оригинальных приспособлений для механической обработки ведущих деталей танка: картера коробки передач, балансира, главного фрикциона, защиты пулемета ДТ и т.д.».
«В этот отдел были собраны лучшие технологи и конструкторы по проектированию оснастки, которые в 1940 году для мелкосерийного производства создали усовершенствованную технологию. Были сконструированы и внедрены приспособления для поточного фрезерования, для строжки нескольких деталей посадом, несложные насадки для револьверной обработки и т.д. Кроме того был сконструирован целый ряд оригинальных приспособлений для механической обработки ведущих деталей танка: картера коробки передач, балансира, главного фрикциона, защиты пулемета ДТ и т.д.».
[РГАЭ. Ф. 8798. Оп.4. Д. 16. Л. 148] Работавший технологом в предвоенные годы на заводе № 183 Н.А. Мануйленко вспоминал: «Сложной и кропотливой работой по отехнологичиванию чертежей танка Т-34 было доверено руководить технологам высочайшего класса. Кроме самого С.Б. Ратинова, много труда, находчивости, инженерной смётки внесли в это важное дело начальник технологического отдела А.Н. Чинов, его заместитель Н.Ф. Мельников, начальники бюро А.И. Соколянский и В.Г. Померанцев, а также технологи Я.Н. Норкин, Б.Т. Сиренко, К.И. Куцын, Г.А. Боровок, А.Р. Запара, Н.М. Чередниченко, В.Н. Стешепко, А.В. Забайкин и другие.
«Сложной и кропотливой работой по отехнологичиванию чертежей танка Т-34 было доверено руководить технологам высочайшего класса. Кроме самого С.Б. Ратинова, много труда, находчивости, инженерной смётки внесли в это важное дело начальник технологического отдела А.Н. Чинов, его заместитель Н.Ф. Мельников, начальники бюро А.И. Соколянский и В.Г. Померанцев, а также технологи Я.Н. Норкин, Б.Т. Сиренко, К.И. Куцын, Г.А. Боровок, А.Р. Запара, Н.М. Чередниченко, В.Н. Стешепко, А.В. Забайкин и другие.
Разрабатывая технологию, проектируя оснастку для производства нового танка, мы использовали самые последние достижения техники. Впервые в практике танкостроения была применена секционная сборка и сварка узлов корпуса. Сварка велась в специальных кантователях. Бронекорпусное производство с традиционной технологии, применявшейся в котельном деле, было переведено на поточно-массовое. Рациональный выбор заготовок, широкое внедрение высокопроизводительной стандартизированной оснастки, применение новейших видов инструментов, поточный метод расстановки оборудования, рациональное применение транспортных средств дали возможность обеспечить высокую производительность при механической обработке деталей танка. Огромный вклад в массовый выпуск танков внесли также технологи-сборщики. При технологическом контроле чертежей наряду с технологами всегда присутствовали авторы – конструкторы. Принципиальные разногласия разрешались с участием главного конструктора, его заместителей, ведущих специалистов. Работа технологического отдела всегда находилась под неослабным контролем главного инженера завода С.Н. Махонина, директора завода Ю.Е. Максарёва, партийного комитета и общественных организаций. К концу 1940 года была завершена разработка всей технологической документации, изготовлены приспособления, штампы, режущий и мерительный инструмент первой и второй очередей. Началась отладка производства». [Т-34: путь к Победе: Воспоминания танкостроителей и танкистов/ Сост.: К.М. Слободин, В.Д. Листровой. Запуск в серийное производство танка Т-34 потребовал установки в механических цехах отдела «100» дополнительного станочного оборудования. Для обеспечения выполнения программы по производству танков Т-34 в отделе «100» в 1940 г. было установлено 57 новых станков, в основном отечественного производства. Полученное оборудование, хотя и расширило ряд «узких мест» в механических цехах, в частности по автоматам, токарным и фрезерным станкам, но полностью не решило все проблемы – попрежнему карусельные станки (особенно крупные), долбежные и зубодолбежные оставались в дефиците. В связи с тем, что масса среднего танка Т-34 значительно превосходила массу снятого с производства танка БТ-7М, во второй половине 1940 г. потребовалось провести усиление технических и транспортных средств отдела «100», прежде всего это касалось кранового оборудования сборочного «130» и сдаточного «150» цехов. По плану реконструкции отдела «100» необходимо было произвести следующие работы: «1. Усилить подкрановые колонны в "130" и "150". 2. Усилить подкрановые пути в "130", совершенно заменить в "150". 3. Усилить подкрановые пути для консольных кранов в "130". 4. Установить два 40 тонных крана в "150" и один в "130". 5. Установить четыре 5-ти тонных консольных крана в "130". 6. Построить второй конвейер вдоль западной стороны цеха "130". 7. Построить новый тамбур в "130". 8. Построить бытовые помещения в "150". 9. Расширить отделения "136" и "136-А". 10. Построить металлизационное отделение при "160"». [РГВА. Ф. 31811. Оп. 2. Д. 1068. Л. 84] По состоянию на 1 января 1941 г. незавершенными остались работы по установке четырех 5-тонных консольных кранов в цехе «130», одного 40-тонного крана в цехе «150» и работы по расширению отделений цеха «130». Необходимо отметить, что реконструкция отдела «100», в том числе и перестановка оборудования, производилась без остановки производства и мешала нормальной работе цехов. Но, несмотря на многочисленные трудности, работа отдела «100» по освоению выпуска танков Т-34 в 1940 г. получила достаточно высокую оценку. Из «Доклада по танкостроению на заводе № 183 за 1940 год»:") «За 1940 г. отдел "100" значительно вырос в техническом отношении. Введены новейшие способы обработки металла. При разработке технологических процессов для новой маш. Т-34 это было основным направлением. Были разработаны и внедрены в производство высокопроизводительные приспособления и инструменты. К числу таких приспособлений относятся:
«За 1940 г. отдел "100" значительно вырос в техническом отношении. Введены новейшие способы обработки металла. При разработке технологических процессов для новой маш. Т-34 это было основным направлением. Были разработаны и внедрены в производство высокопроизводительные приспособления и инструменты. К числу таких приспособлений относятся:
1. Поворотные столы, удобные для применения их на различных типах оборудования. 2. Фрезерные операции производились с применением одновременной работы целым набором фрез. 3. Широко внедрено протягивание отверстий. 4. Нарезание резьбы на резьбофрезерных станках. 5. Накатывание резьбы. 6. Бесцентровая шлифовка. 7. Введена штамповка деталей вместо поковки. ПРИМЕР: деталь 34.15.028-1 (кривошип ленивца) в паковке имела 110 кгр металла, тогда как чистый вес обработанной детали весил всего 42,5 кгр. Машинное время паковки равно было 960 минутам. С заменой паковки на штамповку максимальное время на обработку снизилось до 159,8 минуты. 8. Механизированы ручные работы. ПРИМЕР: Вместо разворачивания вручную отверстий под призонные болты на колесах, введено разворачивание на радиально-сверлильном станке. 9. В целях экономии цветных металлов – освоено олифирование, дающее надежную защиту от коррозии внутренних поверхностей трубок для воздухопуска, масло и топливопровода. 10. Построен участок металлизации баков цинком, вместо полуды оловом, что увеличивает срок службы баков от коррозии». [РГВА. Ф. 31811. Оп. 2. Д. 1068. Л. 79 – 80] Всего за 1940 г. по танку Т-34 конструкторами и технологами бюро «10-ТП» для отдела «100» было разработано более полутора тысяч технологических процессов, спроектировано 1772 приспособления и штампов и 3716 позиций инструмента. Благодаря работе технологического бюро «10-ТП» коэффициент оснастки для производства танка Т-34 по обрабатывающим цехам достиг показателя 2,16 – то есть в среднем на каждую обрабатываемую деталь приходилось 2,16 приспособлений. Для сравнения, при производстве танков БТ-7 этот коэффициент составлял 1,61.Сборка танков Т-34 осуществлялась на двух сборочных конвейерах, установленных в цехе «130». Броневые корпуса и башни поступали на конвейер из корпусного отдела «700», в котором и было организовано их серийное производство. В состав корпусного отдела «700» входило четыре цеха: заготовительный, сборочно-сварочный мелких комплектов, сборочно-сварочный крупных комплектов и выпускающий сборочно-сварочный. Большая часть броневых деталей, из которых собирались корпуса и башни танка Т-34, поступали на завод № 183 по кооперации с Мариупольского завода им. Ильича комплектно и в окончательно обработанном виде. Броневые детали, от производства которых Мариупольский завод отказался (бронировка лобового пулемета ДТ, основания смотровых приборов и другие малогабаритные детали), изготавливались и термически обрабатывались на заводе № 183 в сталелитейном «550» и термическом «680» отделах. Производство же многочисленных деталей корпуса и башни танка Т-34 из не броневой стали было сосредоточено в заготовительном цехе отдела «700».  Серийное производство корпусов и башен танка Т-34 в отделе «700» было начато в июле 1940 г. и до конца августа велось фактически без оснастки, по временным технологическим процессам. Постоянные технологические процессы для отдела «700» были разработаны технологическим бюро «10-ТП» завода № 183 в конце августа и, начиная с сентября 1940 г., началось их уточнение и постепенное внедрение в производство. По состоянию на конец года производство деталей в заготовительном цехе и сборка подкомплектов корпусов и башен в сборочно-сварочных цехах в основном осуществлялось по технологическим процессам, обеспеченным всеми необходимыми приспособлениями, штампами и инструментом.
Серийное производство корпусов и башен танка Т-34 в отделе «700» было начато в июле 1940 г. и до конца августа велось фактически без оснастки, по временным технологическим процессам. Постоянные технологические процессы для отдела «700» были разработаны технологическим бюро «10-ТП» завода № 183 в конце августа и, начиная с сентября 1940 г., началось их уточнение и постепенное внедрение в производство. По состоянию на конец года производство деталей в заготовительном цехе и сборка подкомплектов корпусов и башен в сборочно-сварочных цехах в основном осуществлялось по технологическим процессам, обеспеченным всеми необходимыми приспособлениями, штампами и инструментом.
Разработанная в бюро «10-ТП» технология производства деталей корпуса и башни танка Т-34 из не броневой стали, изготовлявшихся в заготовительном цехе, базировалась на широком применении холодной штамповки и предусматривала максимально возможную механизацию ручных работ с устранением таких трудоемких операций как разметка и обрубка. Всего для заготовительного цеха, имевшего 12 штамповочных прессов, было запроектировано 410 штампов для холодной штамповки (в том числе просечных) и свыше 250 штампов для горячей штамповки. Изготовление деталей, на которых просечка отверстий была невозможна, обеспечивалось кондукторами для сверления, которых было запроектировано 110 наименований. Такая технология производства сводила к минимуму брак и необходимость проверки геометрических размеров готовых деталей с помощью шаблонов. При разработке технологии сборки корпусов и башен танка Т-34, специалистами бюро «10-ТП» за основу были взяты принципы узловой сварки и сборки, экономившие производственные площади и позволявшие более рационально использовать имевшееся на заводе крановое оборудование. Для уменьшения монтажных и пригоночных работ на свариваемом корпусе в выпускающем сборочно-сварочном цехе, технологическим процессом была предусмотрена установка максимального числа деталей на узлах, собиравшихся в сборочно-сварочных цехах мелких и крупных комплектов. Уменьшение же монтажных и пригоночных работ в сборочно-сварочных цехах мелких и крупных комплектов было достигнуто за счет проработки допусков на сопряжениях деталей, а также полного устранения операций сверления по месту и устранения работ по разверстке отверстий под болтовые и заклепочные соединения. Всего для изготовления корпуса танка Т-34 было запроектировано 112 сборочно-сварочных узлов (комплектов и подкомплектов), которые в обработанном виде подавались на стендовую или общую сборку корпуса. Каждый сборочно-сварочный узел изготавливался в специальном приспособлении, обеспечивавшем соблюдение заданной геометрии узла при сборке и после сварки. Наиболее крупными приспособлениями являлись: приспособление для сборки крыши над мотором, приспособление для сборки днища корпуса и приварки к нему всех необходимых деталей. Аппаратуры для автоматической электродуговой сварки, пригодной для эксплуатации в производственных условиях, на момент освоении серийного выпуска танка Т-34 на заводе № 183 ещё не было, поэтому ручная электросварка переменным током являлась основным технологическим процессом. Высокая производительность сварщиков достигалась применением электродов больших диаметров и соответствующей силы тока. Для экономии времени использовались приспособления для быстрой смены положения узлов и деталей при сварке. Увеличение производственной программы, уменьшение кооперирования, а также механизация ручных работ вызвали необходимость в установке на заводе № 183 дополнительного оборудования. В 1940 г. для отдела «700» было заказано дополнительно 24 металлообрабатывающих станка, а количество сварочных аппаратов было доведено до 150. Всего по плану в 1940 г. отдел «700» должен был изготовить 600 комплектов корпусов и башен танка Т-34, из которых 500 комплектов предназначались для завода № 183 и 100 – для СТЗ. Фактически в 1940 г. отделом «700» для танков Т-34 было изготовлено и сдано военной приемке ГАБТУ КА 357 корпусов и 301 башня, из них 58 корпусов и 40 башен было отправлено в Сталинград. Ниже приведена таблица помесячного выпуска корпусов и башен танка Т-34. По состоянию на 1 января 1941 г. в производстве отдела «700» на различных стадиях сборки находилось еще 100 комплектов броневых деталей корпусов и башен танка Т-34. Кроме корпусов и башен танка Т-34 отделом «700» в 1940 г. было изготовлено: – 724 корпусов и 682 башен танка БТ-7М; – произведен ремонт 2 корпусов и 10 башен танка Т-35; – произведена модернизация 50 корпусов и 53 башен танка БТ-5. 
ПРИМЕЧАНИЕ: х) – Кроме этого количества 3 корпуса забракованы. Из 3-х забракованных корпусов и башен по трещинам 2 корпуса были использованы, распоряжением Главка для изготовления машин опытного цеха. Один корпус находится в отделе "700" не использован. Остаток брони по корпусам составляет 100 шт. хх) – Из числа изготовленных 301 шт. башен входит 149 шт. литых. Остаток брони по башням – 158 комплектов». [РГВА. Ф. 31811. Оп. 2. Д. 1068. Л. 32 – 33] Основными причинами, из-за которых отдел «700» не смог полностью выполнить годовое задание по производству корпусов и башен танка Т-34, были следующие:– несвоевременное внедрение в производство технологических процессов: «Отдел "700" перешел на производство корпусов и башен без технологической разработки и оснастки технологии по сборке и сварке или по временным техпроцессам без учета оснастки и только в процессе производства начали разрабатываться техпроцессы и оснастка». [РГВА. Ф. 31811. Оп. 2. Д. 1068. Л. 34] – перебои в снабжении отдела «700» сортовым металлом и броневыми деталями, при этом часть броневых деталей, поступавших по кооперации с Мариупольского завода им. Ильича, имела отклонения от чертежных размеров и технических условий: «Засылаемые дефектные детали или отправляются на Маргосзавод или в большинстве случаев (из-за необеспеченности броней) исправляются заводом 183, что в конечном счете значительно влияет на качество и количество корпусов».[РГВА. Ф. 31811. Оп. 2. Д. 1068. Л. 35] – начатые в июле 1940 г. и не завершенные до конца года работы по реконструкции цехов отела «700»: «С самого начала реконструкции работа цеха была парализована. Приходилось почти по два, по три, по пять раз перетаскивать на времянки оборудование, приспособления и даже 14 кранов также перетаскивалось из пролета в пролет. Из-за чего технологический процесс сборки, сварки нарушался. Задерживалось изготовление деталей и узлов и т.д. Реконструкция отдела "700" на 30/XI-40 г. по площади закончена только на 41,8 %».[РГВА. Ф. 31811. Оп. 2. Д. 1068. Л. 34] – изменения, вносимые в процессе производства в конструкцию корпуса и башни, которые вызывали необходимость проведения дополнительных работ на готовом заделе: «В Ноябре мес. 70 % программы по корпусам переделывалось с линейных на радио, в связи с этой переделкой приходилось срубать до 40 шт. деталей и вновь устанавливать до 70 шт. На эту переделку дополнительно тратить до 20 часов. Проводились работы по уплотнению люка на готовом заделе в отделе "700" и т.д.».[РГВА. Ф. 31811. Оп. 2. Д. 1068. Л. 34] – большое количество трещин и надрывов, возникавших в зонах сварных соединений после сварки, на исправление которых тратилось много времени: «Исправление трещин производилось следующим образом:а) Ограничивались заклепками. б) Вышлифовывались и заваривались. в) Перекрывались планками. г) Смена деталей путем вырубки. Трещины больше всего образовывались по деталям: 34-29-005, 34-29-006, [правый и левый бортовые листы корпуса] 34-29-904 [лист носа верхний] и по днищу подкрылков, дет.: 34-29-065, 34-29-066, 34-29-067, 34-29-069, 34-29-070, 34-29-071. По башням трещины в основном по следующим деталям: 34-30-018, 34-30-019, [правый и левый лист башни] 34-30-001 [лобовой лист башни]. Наблюдаются случаи поступления литых башен с трещинами в месте перехода обечайки к днищу ниши, а также в местах проведенного ремонта заваркой на Марзаводе». [РГВА. Ф. 31811. Оп. 2. Д. 1068. Л. 35] С целью ликвидации процесса трещинообразования и повышения качества изготавливаемых корпусов и башен заводом № 183 в 1940 г. был проведен ряд мероприятий:«1. Были проверены технологические процессы. 2. Изменены технические условия на электроды марки "МД". 3. Приглашались высококвалифицированные специалисты по броне – Профессор ГРАЧЕВ, Академик ПАТТОН. 4. Вызывалась группа научных работников по сварке из НИИ-48 во главе с тов. ГОРЯЧЕВЫМ. На основании предложений и помощи группы НИИ-48: а) Введен ряд конструктивных и технологических изменений. б) Предложена новая марка электродов "аустенитовая" и помогли освоить, внедрить эту марку. в) Провели проверку сварщиков и их подготовку». [РГВА. Ф. 31811. Оп. 2. Д. 1068. Л. 36 – 37] Благодаря принятым мерам, к концу года качество корпусов и башен значительно улучшилось, однако полностью решить проблему возникновения трещин и надрывов на броневых деталях так и не удалось. Тем не менее, несмотря на многочисленные трудности, коллектив отдела «700» завода № 183 в 1940 г. смог освоить серийное производство корпусов и башен танка Т-34, обеспечив при этом необходимое качество продукции.Немалый интерес представляет и финансовая сторона вопроса производства танка Т-34. Согласно плану заказов НКО, НКВМФ и НКВД по бронетанковому вооружению на 1940 г., прилагавшемуся к Постановлению Комитета обороны при СНК СССР № 443сс от 19 декабря 1939 г., стоимость одного танка Т-34 в 1940 г. должна была составлять 300000 рублей. При этом стоимость вооружения (пушка, пулеметы и прицелы) не входила в стоимость танка и оплачивалась отдельно финансовым отделом ГАУ КА. Но так как ранее танки Т-34 не производились, и их фактическая себестоимость не была определена, при заключении договора между заводом № 183 и ГАБТУ КА на 1940 г., на основании проведенных предварительных сметных расчетов, ориентировочная цена за один танк Т-34 была установлена в размере 400000 рублей. После подписания договора руководство Главспецмаша НКСМ посчитало указанную в договоре ориентировочную цену недостаточной и установило на танк Т-34 временную расчетную цену в размере 542000 рублей. Но в итоге и эта цена оказалась не окончательной. Осенью 1940 г., после утверждения Главспецмашем НКСМ плановой полной (коммерческой) себестоимости «тридцатьчетверки», которая по расчетам должна была составить 603828 рублей, отпускная цена за один танк Т-34 снова была увеличена, теперь до 629100 рублей. Повышение отпускной цены на танк Т-34 более чем в два раза по сравнению с первоначально запланированной ценой, стало предметом разбирательства специально созданной по распоряжению председателя Комитета обороны при СНК СССР К.Е. Ворошилова комиссии. О результатах работы этой комиссии по проверке производственно-финансовой деятельности завода № 183 будет упомянуто в следующих главах, здесь же отметим, что фактическая полная (коммерческая) себестоимость танка Т-34 в 1940 г. оказалась значительно меньше плановой и составила 433146 рублей 53 копейки. Для сравнения, полная (коммерческая) себестоимость танка БТ-7М, оснащенного радиостанцией составила 138705 рублей 04 копейки. В таблице 5 приведена структура себестоимости танка Т-34 по статьям затрат отчетной калькуляции завода № 183 за 1940 г. Таблица 5 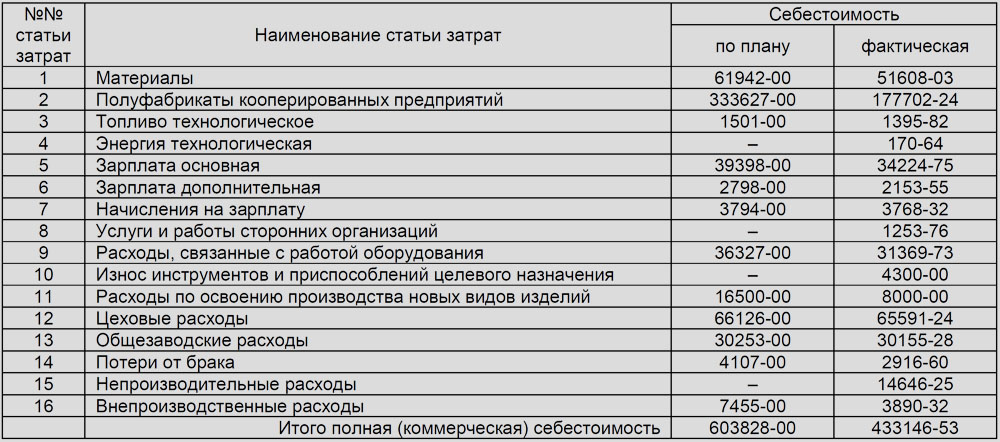
Как видно из таблицы, расхождения между плановой и фактической себестоимостью приходились главным образом на стоимость получаемых по кооперации полуфабрикатов и покупных изделий. Так, например, плановая стоимость комплекта броневых деталей, поставляемых с Мариупольского завода, составляла 230000 рублей, а в итоге фактическая их стоимость снизилась до 85262 рублей 45 копеек. Столь значительное снижение цены было достигнуто в ходе длительного согласования финансовых вопросов между 7-м ГУ НКСП, в чьем подчинении находился Мариупольский завод и Главспецмашем НКСМ. Рассказывая о деятельности завода № 183 в 1940 г. нельзя не упомянуть и о работе эксплуатационного отдела «70», в котором проводилась подготовка экипажей «тридцатьчетверок», а также изучение материальной части танка Т-34 командным составом воинских частей, училищ и ВАММ им Сталина. Всего в отделе «70» за 1940 г. прошло обучение 399 человек из различных военных округов и по состоянию на 1 января 1940 г продолжало обучение еще 126 человек. 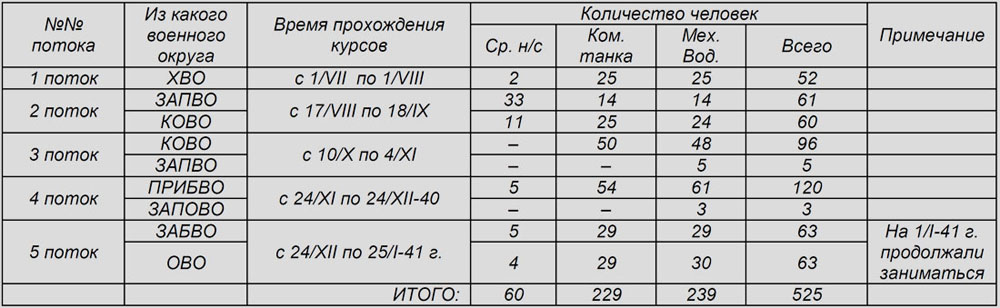
[РГВА. Ф. 31811. Оп. 2. Д. 1068. Л. 118] В программу обучения экипажей входили практические занятия по регулировке машины и вождению, причем практические занятия начинались с изучения и вождения танка БТ-7М, и только затем экипажи переходили на танк Т-34. Для обучения вождению отделу «70» по распоряжению руководства ГАБТУ КА было передано два танка Т-34 из установочной партии (заводские номера 311-19-3 и 311-04-3) и два танка БТ-7М (заводские номера 517-06 и 0953-0). Часть занятий по обучению командного состава и экипажей танков Т-34 производились непосредственно на рабочих местах в сборочных цехах отдела «100» группами по 15 человек. Кроме этого на заводе № 183 в 1940 г. было проведено обучение среднего и старшего начальствующего состава военных учебных заведений (всего 45 человек) и слушателей ВАММ им. Сталина, по программе, утвержденной кафедрой танков ВАММ.Кроме занятий в танковом отделе «100» проводились и ознакомительные (экскурсионные) занятия в тракторном «200», опытном «500», корпусном «700» отделах и на заводе № 75. Для проведения этих занятий привлекались наиболее квалифицированные работники завода № 183 и военной приемки ГАБТУ КА. О работе военной приемки ГАБТУ КА на заводе № 183 расскажем отдельно. Согласно «Положению о военных представителях Наркомата Обороны в промышленности» основными задачами деятельности военных приемок на промышленных предприятиях и организациях являлись: «а) наблюдение за процессом изготовления военной продукции (опытной, серийной и валовой); б) техническая приема готовых изделий; в) поверка мобготовности предприятий». [РГАЭ. Ф. 8115. Оп. 8. Д. 31. Л. 73] Для решения этих задач, на работников военных приемок – военных представителей были возложены многочисленные обязанности:«а) наблюдение за разработкой и выполнением конструкторскими отделами завода рабочих чертежей, инструкций, описаний, спецификаций, технических условий и прочей технической документации на изготовляемую продукцию; б) контроль за соблюдение заводами установленного технологического процесса производства продукции; в) проверка заводской калькуляции и себестоимости изделий по первичной документации и участие в подготовке договорных цен; г) проверка через лаборатории заводов качества материалов, сырья и исходных продуктов; д) техническая приемка материалов для особо ответственных деталей по особому списку, устанавливаемому центральным управлением НКО и прилагаемому к техническим условиям; е) техническая приемка отдельных наиболее ответственных агрегатов и деталей и их клеймение; ж) окончательная техническая приемка готовой и полностью укомплектованной продукции, заключающаяся в приемке объекта по его работе в целом, по работе его отдельных механизмов и по результатам контрольных испытаний, и выдача заводу приемочной квитанции; з) наблюдение за опытными работами, выполняемыми заводами для НКО СССР; и) определение стадии готовности заказа и производство денежного расчета (акцепт); к) наблюдение за выполнением разнарядок на вывоз продукции и личное присутствие при отправке продукции с завода в армию». [РГАЭ. Ф. 8115. Оп. 8. Д. 31. Л. 74] При этом руководитель аппарата военной приемки на предприятии отвечал за качество, комплектность и полное соответствие принятой продукции утвержденным чертежам и техническим условиям, а также был обязан докладывать своему руководству в ГАБТУ КА о причинах, препятствовавших своевременному выполнению предприятием плана военных заказов, если такие имели место.В аппарате военной приемки ГАБТУ КА на заводе № 183 в 1940 г. работало 33 человека, из которых 28 человек (17 военнослужащих и 11 вольнонаемных) было задействовано на танковом производстве в отделах «100», «500», «700» и 5 человек трудилось в тракторном отделе «200». Руководил работой военной приемки районный инженер ГАБТУ КА на заводе № 183 военинженер 2 ранга Д.М. Козырев. 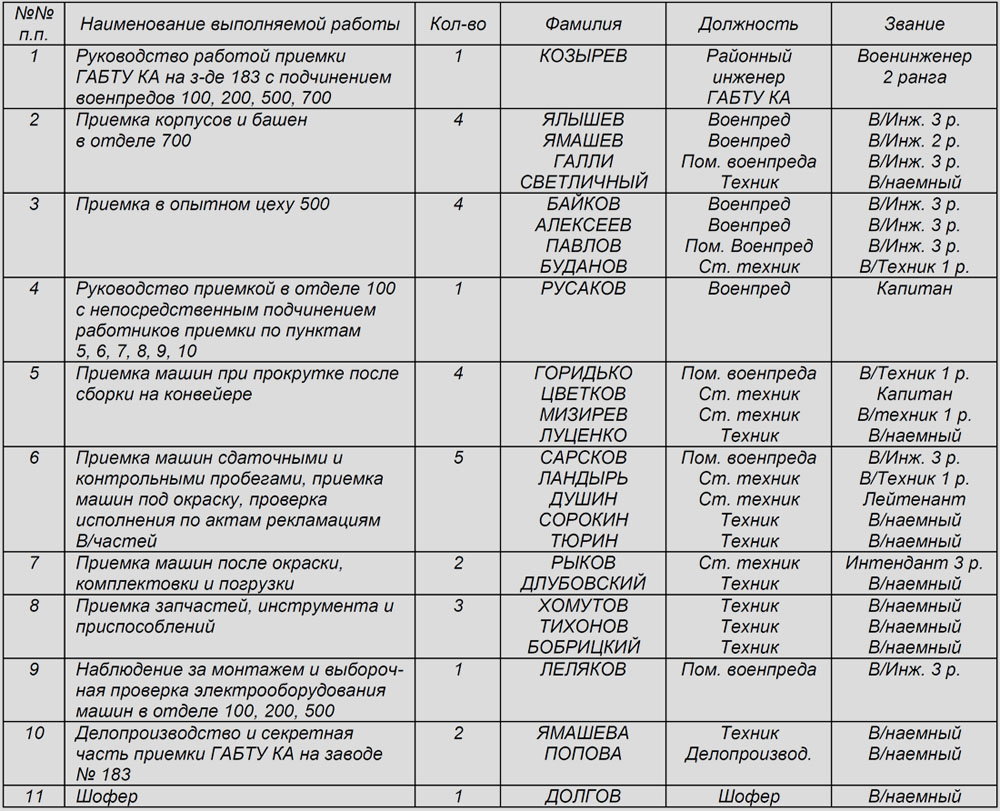
ИЗМЕНЕНИЯ В КОЛИЧЕСТВЕ РАБОТНИКОВ ПРИЕМКИ ГАБТУ КА НА ЗАВОДЕ 183 В течение 1940 г. имели место следующие изменения в количестве работников приемки ГАБТУ КА в отделе "100". Прибыло 3 человека. 1. ЦЫПКО – Ст. Военпред Военинженер 2 ранга, приказание № 38 от 17/9.40 2. ДУШИН – Ст. техник Лейтенант, приказание № 39 от 12/11.40 3. ГАЛЛИ – Пом. Военпреда Военинженер 3 ранга, приказание № 50 от 24/11.40 Убыло 4 человека. 1. ЦЫПКО – Ст. Военпред Военинженер 2 ранга убыл по приказанию № 52 от 27/11.40 в Наркомгосконтроль. 2. ТРЕТЬЯК – Ст. техник Интендант 3 ранга убыл по приказанию № 54 от 9/12.40 г. на завод № 75. 3. ЯКОВЛЕВ – Ст. техник Ст. Лейтенант переведен по приказанию № 50 от 10/10.40 в отдел 200 завода 183. 4. КИСЕЛЕВ – Военпред Военинженер 2 ранга убыл по приказанию № 52от 27/11.40 в Наркомат Госконтроля». [РГВА. Ф. 31811. Оп. 2. Д. 1068. Л. 136 – 138] В 1940 г. работниками военной приемки ГАБТУ КА на заводе № 183 были проведены многочисленные выборочные проверки деталей и узлов танков БТ-7М и Т-34 на соответствие чертежных размеров и технических условий, а также на соблюдение технологических процессов при их изготовлении. Для выявления и устранения замеченных недочетов и отступлений выборочные проверки производились с участием технологов, конструкторов и представителей ОТК завода № 183. В результате этой работы в 1940 г. было:«а) Уточнено и внедрено значительное количество технологических процессов обработки деталей, сборки механизмов и машин, а также процессов контроля на отдельных участках производства. б) По выводам, указанным в актах проверки внедрено значительное количество специального и мерительного инструмента и контролирующих проверочных приспособлений. в) По актам выборочной проверки оснащено ряд производственных участков приспособлениями, стендами, процессами и т.д. г) Проведено уточнение чертежей и технических условий. д) Проведено уменьшение брака и выявление его на первых операциях и деталях. е) Увеличение коэффициента использования металла путем замены поковок штамповками и т.д.». [РГВА. Ф. 31811. Оп. 2. Д. 1068. Л. 122 – 123] В сборочном цехе представителями военной приемки ГАБТУ КА производились следующие работы:– повседневное наблюдение и периодическая проверка правильности сборки отдельных узлов, агрегатов и механизмов танков (главный фрикцион, коробка передач с бортовыми фрикционами, бортовые редукторы, топливные и масляные баки и т.д.), согласно требованиям технических условий; – повседневное наблюдение за сборкой машин на конвейере (проверка правильности монтажа отдельных агрегатов, проверка установки радиаторов, монтажа водяных, масляных и топливных трубопроводов, а также сборки отдельных мелких механизмов и оборудования); – приемка собранных танков на конвейере при их стационарных испытаниях «прокруткой» двигателя. На машине, поступавшей на «стационарную прокрутку» (проверку работы силовой установки и трансмиссии танка при работающем двигателе) должны были быть установлены все основные механизмы, при этом не устанавливались: укладка боекомплекта в полу, инструментальные ящики, продольные и поперечные жалюзи, крыши корпуса над моторным и трансмиссионным отделениями и гусеницы. Согласно «Техническим условиям на сборку и приемку механизмов, и испытание танков Т-34 выпуска 1940 г.» общая продолжительность «стационарной прокрутки» не должна была превышать 40 минут: «Продолжительность прокрутки: на I-й передаче – 5 минут, на II-й передаче – 5 минут, на III-й передаче – 10 минут, на IV-й передаче – 10 – 15 минут, на заднем ходе – 5 минут. Номинальное число оборотов в минуту при прокрутке 1500 – 1600 об/мин. при этом, в целях проверки давления топлива, масла и т.п. допускаются обороты от минимальных до максимальных (оговоренных выше). Механизмы машины должны удовлетворять требованиям, изложенным выше. Результаты стационарного испытания машины фиксируются актом, который должен быть подписан мастером цеха, старшим мастером ОТК и ПЗ [представитель заказчика]. На машине не принятой стационарной прокруткой устраняются дефекты, и она вновь поступает на прокрутку; повторное испытание должно продолжаться ровно столько, сколько необходимо для того, чтобы убедиться, что дефект, из-за которого вновь прокручивается машина, устранен, но не более 20 минут. Машина, принятая стационарной прокруткой, окончательно собирается, устанавливается на новые гусеницы и выезжает на площадку цеха для испытания разворотами. При отсутствии дефектов машина передается в сдаточный цех, на что сдаточному цеху выписывается ОТК извещение за подписью ОТК и ПЗ». [РГВА. Ф. 31811. Оп. 3. Д. 1850. Л. 87 об.] Из сборочного цеха танки поступали в сдаточный цех, где их готовили сначала к заводской обкатке, а затем и к сдаточным испытаниям, в которых при непосредственном участии работников военной приемки ГАБТУ КА производилась их приемка. Процедура проведения заводской обкатки и сдаточных испытаний также регламентировались «Техническими условиями на сборку и приемку механизмов, и испытание танков Т-34 выпуска 1940 г.»:Машины идут в заводскую обкатку без рации; установка рации производится в сдаточном цехе и после заводской обкатки. Машины должны быть догружены до нормального веса машины в полном снаряжении. Километраж заводской обкатки не более 20 клм. Первые три километра машина проходит на первой передаче, три следующих – на 2-й и остальные на 3 и 4 (в зависимости от путевых возможностей). Во время обкатки машина делает одну остановку для осмотра и подтягивания всех ослабевших соединений, трубопроводов и мест крепления; здесь же машина проверяется на восьмерке на 1 и 2 передачах и заднем ходу, при этом в тяжелых условиях (рыхлый песок, пахота и т.п.) радиус поворота должен быть не менее 8 мт. Механизмы машины должны удовлетворять требованиям, изложенным выше. Во время пробега представитель ОТК ведет журнал, в который вписывает показания контрольных приборов и вообще все замечания по механизмам и машине в целом. По возвращению в цех и устранению дефектов по акту ОТК после заводской обкатки, машина предъявляется ОТК. Принятая машина пломбируется ОТК и на неё выписывается извещение ПЗ за подписью Зав. Бюро ОТК при сдаточном цехе, т.е. машина предъявляется ПЗ к сдаточному испытанию. Километраж сдаточного испытания не более 50 клм. Средняя скорость чистого движения: 20 – 30 км/час. Максимальная скорость 47 км/час. при 1700 об/мин. Машина должна проходить всевозможные проселочные и грунтовые дороги, а также и бездорожье, но на соответствующих скоростях. Маршрут для испытания – по выбору ПЗ и согласованию с нач. "100" и нач. "109". Во время пробега допускается иметь не более двух остановок по вине машины, продолжительностью не свыше 10-ти минут каждая. Механизмы должны удовлетворять требованиям, изложенным выше. Во время пробега представитель ОТК ведет журнал, в который вписывает показания контрольных приборов и вообще все замечания по механизмам и машине. Осмотр машины и прокрутка ходовой части должна производиться сейчас же после сдаточного пробега, прокрутка должна продолжаться не более 10 минут; при этом машина должна быть чистой для удобства осмотра. В случае обнаружения на машине дефектов таких, какие изложены ниже, сдаточное испытание засчитывается согласно таблицы. Дефектов, с которыми сдаточное испытание засчитывается, но с последующим контрольным пробегом, после устранения дефектов. 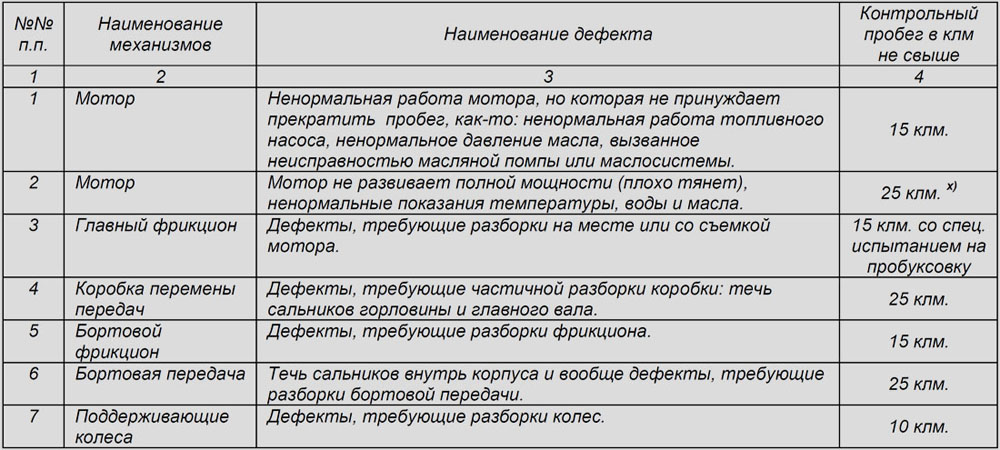 х) ПРИМЕЧАНИЕ: 1. Контрольный пробег в 25 клм назначается в случае, если дефект обнаружен во второй половине пробега, при обнаружении дефекта в первой половине пробега, пробег не засчитывается. Условия для контрольного пробега те же, что и для сдаточного испытания. В случае обнаружения на машине дефектов менее значительных, чем изложены выше, контрольный пробег не назначается, а устранение дефектов контролируется осмотром или прокруткой (в зависимости от дефектов). Прокрутка должна продолжаться ровно столько, сколько необходимо для того, чтобы убедиться, что дефект, из-за которого прокручивается машина, – устроен, но не более 15-ти минут. Порядок устранения дефектов с последующим контрольным пробегом должен быть таким, чтобы машины не ходили в пробеги с установленным вооружением». [РГВА. Ф. 31811. Оп. 3. Д. 1850. Л. 87 об. – 89] Необходимо отметить, что в конце декабря 1940 г. в соответствии с директивой ГАБТУ КА «в целях сохранения моторо-ресурсов для боевой подготовки танковых частей, экономии горюче-смазочных материалов, а также учитывая большой опыт, накопившийся на заводах по испытаниям танков и танковых моторов» километраж сдаточного пробега для танков Т-34 был сокращен с 50 до 30 километров.Всего в 1940 г. сдаточные испытания пробегами выдержало 253 танка Т-34. Но из-за выявленных в ходе испытаний дефектов и неисправностей, а также для проверки их устранения, в отдельных случаях для некоторых машин приходилось проводить до пяти повторных сдаточных и до двух контрольных пробегов. Таким образом, для приемки 253 танков Т-34 военным представителям ГАБТУ КА всего потребовалось провести 370 сдаточных пробегов, включая повторные, и 135 контрольных пробегов. После проведения сдаточных испытаний и устранения всех выявленных дефектов (если они имели место) принятые танки отправлялись на окончательную сборку, окраску и укомплектование возимым ЗИПом. В ходе окончательной приемке военным представителем ГАБТУ КА проверялась внутренняя и наружная окраска, соответствие комплектности машины чертежам и комплектовочным ведомостям, производилась контрольная прокрутка двигателя, во время которой особое внимание обращалось на работу контрольных приборов и электрооборудования. После этого машина «пломбировалась», и начиналось оформление приемо-сдаточных актов и документов для отправки с завода. Окончательно принятый к отправке танк Т-34 должен был удовлетворять следующим требованиям: «1. На машине должны быть установлены все механизмы, вооружение и детали, полагающиеся ей по детальной описи и собранные в соответствии с чертежами и тех. условиями, утвержденными АБТУ. 2. На машину должны быть поставлены гусеницы, прошедшие не менее 20 клм и не более 80 клм и в остальном соответствующие чертежам и техусловиям, утвержденным АБТУ. 3. На машине должны быть установлены новые, но бывшие в работе, аккумуляторы, снятые с зарядки не позднее 10 дней, считая по день отправки и соответствующие чертежам и тех. условиям, утвержденным АБТУ. По указанию ПЗ, переданному Нач. "100" заблаговременно, машины отправляются с разряженными аккумуляторами, в порядке установленном ПЗ и в соответствии с инструкцией по уходу за аккумуляторами завода-поставщика. 4. На машине должен быть уложен возимый комплект запчастей и инструмента, согласно ведомости, согласованной с ПЗ. 5. Машина должна быть полностью заправлена топливом, маслом и водой (масляный кран должен быть перекрыт во избежание перетекания масла в картер мотора). По указанию ПЗ, переданному Нач. "100" заблаговременно, машины отправляются со спущенным маслом и водой. 6. Машина должна иметь огнетушитель, заряженный не позднее 5-ти дней, считая на день отправки и соответствовать чертежам и тех. условиям, утвержденным АБТУ. 7. Давление воздуха в баллонах должно быть в пределах 150 ± 5 атм. 8. Машина должна быть окрашена в соответствии с тех условиями, согласованными с ПЗ и "109"». [РГВА. Ф. 31811. Оп. 3. Д. 1850. Л. 89 с об.] Погрузка танков на железнодорожные платформы для отправки их с завода производилась в присутствии работников военной приемки ГАБТУ КА, которые проверив правильность отгрузки, передавали машины сопровождающему железнодорожный транспорт караулу по соответствующей ведомости.В общем, в 1940 г. работники аппарата военной приемки ГАБТУ КА на заводе № 183 со своими задачами справились. В «Докладе по танкостроению на заводе № 183 за 1940 год» о работе военной приемки было сказано следующее:  «Работа аппарата военной приемки обеспечивала все смены отделов и цехов, строилась таким образом, чтобы выполнение программы не задерживалось. В течение отчетного года не было случаев задержки программы по причине не обеспечения военной приемкой. Приемка продукции производилась в соответствии чертежам и Т.У. Во всех случаях отступления от чертежей и Т.У. или появления дефекта военная приемка сейчас же ставила вопрос перед административно-техническим персоналом отделов и завода с тем, чтобы отступления или дефект был устранен. Недостатком в работе военной приемки является несистематическая проверка выполнения личных планов и проверки исполнения.
«Работа аппарата военной приемки обеспечивала все смены отделов и цехов, строилась таким образом, чтобы выполнение программы не задерживалось. В течение отчетного года не было случаев задержки программы по причине не обеспечения военной приемкой. Приемка продукции производилась в соответствии чертежам и Т.У. Во всех случаях отступления от чертежей и Т.У. или появления дефекта военная приемка сейчас же ставила вопрос перед административно-техническим персоналом отделов и завода с тем, чтобы отступления или дефект был устранен. Недостатком в работе военной приемки является несистематическая проверка выполнения личных планов и проверки исполнения.
Политико-моральное состояние приемки устойчивое. Аппарат военной приемки на заводе систематического изучения какой-либо технической литературы не ведет, а в основном пользуется только той литературой, которая необходима для более лучшего овладения своей специальностью. В области повышения своего политического уровня работники военной приемки изучают Краткий Курс Истории партии, читают периодическую литературу и посещают лекции. Большая часть приемки активно участвует в общественной партийной жизни завода. По повышению военной подготовки начальствующий состав занимается по специальной программе в Танко-техническом училище 2 раза в месяц». [РГВА. Ф. 31811. Оп. 2. Д. 1068. Л. 144 – 145] В завершении главы хотелось бы отметить, что, несмотря на многочисленные трудности, в 1940 г. коллективу завода № 183, в общем, удалось завершить подготовку производства к серийному выпуску нового среднего танка Т-34. При этом благодаря каждодневному кропотливому труду рабочих, мастеров, инженеров, технологов, конструкторов и работников военной приемки ГАБТУ КА качество выпускаемых в 1940 г. «тридцатьчетверок» с каждым месяцем неуклонно улучшалось. В следующем, 1941 г. руководством страны перед танкостроителями завода № 183 ставились большие задачи по модернизации танка Т-34 и дальнейшему наращиванию темпов его производства. Танковые войска Красной Армии находилась в стадии переформирования и перевооружения, и им было крайне необходимо большое количество новых, высококлассных танков с улучшенными боевыми свойствами и эксплуатационными характеристиками. |
|
© Макаров А.Ю., Желтов И.Г., 2017 – 2019
При любом использовании размещенных на данном сайте документов - обязательно указывать архивные реквизиты: архив, фонд, опись, дело, лист. При любом использовании размещенного на данном сайте авторского текста - обязательно указывать имя автора и ссылку на сайт "Т-34 Информ" Защищено законом по авторским правам. Наша почта: email@t34inform.ru |