| Публикации > Желтов И.Г., Макаров А.Ю. "От легких танков БТ к среднему танку Т-34" | На Главную страницу |
|
Желтов И.Г., Макаров А.Ю. 11. Создание опытных образцов танка Т-34– не позднее 15 января 1940 г. изготовить и подготовить к испытаниям два танка А-34; – провести полигонные испытания двух танков и обстрел одного из них; – доработать образец и изготовить рабочие чертежи; – восстановить после полигонных испытаний один из танков.  Учитывая столь сжатые сроки, коллектив конструкторского бюро КБ-520 сразу же после заключения договора приступил к его выполнению. Проведенные расчеты показали, что в связи с увеличением толщины броневых листов корпуса и башни масса танка А-34, по сравнению с танком А-32, возрастала примерно на шесть с половиной тонн. Следовательно, необходимо было в кратчайшие сроки сделать перерасчет всей конструкции танка и заново изготовить полный комплект чертежно-конструкторской документации на танк А-34. Для этой ответственной и трудоемкой работы в конструкторском бюро КБ-520 было организовано 8 групп конструкторов. Каждая конструкторская группа разрабатывала ЧКД для нового танка в соответствии со своим профилем деятельности.
Учитывая столь сжатые сроки, коллектив конструкторского бюро КБ-520 сразу же после заключения договора приступил к его выполнению. Проведенные расчеты показали, что в связи с увеличением толщины броневых листов корпуса и башни масса танка А-34, по сравнению с танком А-32, возрастала примерно на шесть с половиной тонн. Следовательно, необходимо было в кратчайшие сроки сделать перерасчет всей конструкции танка и заново изготовить полный комплект чертежно-конструкторской документации на танк А-34. Для этой ответственной и трудоемкой работы в конструкторском бюро КБ-520 было организовано 8 групп конструкторов. Каждая конструкторская группа разрабатывала ЧКД для нового танка в соответствии со своим профилем деятельности.
Группу конструкторов по разработке корпуса и башни танка А-34 возглавлял М.И. Таршинов. Проектированием деталей корпуса занимались Б.А. Черняк, Г.П. Фоменко, А.Ф. Толстиков и Новикова. Конструкцию башни разрабатывал А.А. Молоштанов. Укладкой боеприпасов занимались конструкторы М.А. Набутовский и Н.Т. Якименский, разработкой установки оружия – У.Е. Хлопенко. В группе силовой установки под руководством Н.С. Коротченко конструкторы А.Я. Митник, Н.П. Горбенко, П.С. Сентюрин, Б.М. Шевченко, М.К. Кубата и Г.Л. Помогайбенко разрабатывали системы, обеспечивавшие работу дизеля В-2.  Узлы и агрегаты трансмиссии танка А-34 разрабатывались группой конструкторов под руководством Я.И. Барана. Коробкой передач танка занимался лично Я.И. Баран, главным и бортовыми фрикционами – А.И. Шпайхлер. В группу трансмиссии также входили В.М. Дорошенко, Н.И. Дудник и А.А. Шур.
Узлы и агрегаты трансмиссии танка А-34 разрабатывались группой конструкторов под руководством Я.И. Барана. Коробкой передач танка занимался лично Я.И. Баран, главным и бортовыми фрикционами – А.И. Шпайхлер. В группу трансмиссии также входили В.М. Дорошенко, Н.И. Дудник и А.А. Шур.
Группа ходовой части под руководством В.Г. Матюхина разрабатывала детали и узлы гусеничного движителя и подвески. В состав этой группы входили Е.Т. Дикалов, С.М. Брагинский, Ю.А. Ходулин, И.С. Аккер и М.З. Лурье. Кроме них в разработке конструкции гусеницы принимал непосредственное участие А.И. Шпайхлер из группы Я.И. Барана. Группу приводов управления силовой установки и трансмиссии возглавлял П.П. Васильев. Проблему сервоуправления решал И. Кипаренко, а разработкой рычагов управления, педалей, валиков и тяг занимался М.Я. Штительман. Разработкой размещения электро- и радиооборудования в танке А-34 занималась группа под руководством В.Я. Курасова, в состав которой входили А.А. Горбачев, К.И. Зеленов, Л.Н. Капитановский и В.Е. Моисеенко. В состав группы смотровых приборов, кроме ее руководителя В.К. Байдакова, входили Н.Г. Изосимов и Р. Маркирер. Самой малочисленной была группа общего оборудования: руководитель А.С. Бондаренко и конструктор В.О. Дроботенко. В связи с тем, что не все детали, узлы и агрегаты для танков А-34 завод № 183 мог изготовить самостоятельно, усилия конструкторов КБ-520 в первую очередь были сосредоточены на разработке чертежей тех деталей, которые должны были изготовляться на других заводах по кооперации. Прежде всего, это касалось броневых деталей корпуса и башни, изготовить которые должен был Мариупольский завод им. Ильича (далее – Мариупольский завод). Следует отметить, что при проектировании корпуса и башни танка А-34 просто увеличить толщину основных броневых деталей до 45 мм, оставив их конструкцию как у танка А-32, было нельзя. Необходимость в изменении первоначальной конструкции корпуса и башни была вызвана тем, что перед КБ-520 была поставлена задача обеспечить новому танку А-34 максимальную защиту от противотанковой артиллерии калибров до 45 мм включительно. При этом далеко не все технические решения, примененные в конструкции корпуса и башни танка А-32, были приемлемы для выполнения данного требования, так как броня танка А-32 обеспечивала надежную защиту только от бронебойных пуль калибров до 12,7 мм включительно. Так, например, каждая из боковых стенок башни танка А-32 состояла из двух частей – переднего и заднего листов, сваренных между собой, а место их соединения было дополнительно усилено стыковой планкой. Такая конструкция обеспечивала достаточно надежную защиту башни при ее обстреле из крупнокалиберного пулемета. Сначала и на танке А-34 планировалось использовать аналогичную конструкцию боковых стенок башни, но проработка данного варианта показала, что при снарядном обстреле сварная конструкция обладает значительно меньшей прочностью, чем монолитная. В связи с этим боковую стенку башни танков А-34 было решено делать в виде цельной детали. Аналогичное решение было принято и по носовой части корпуса танка А-34 – в отличие от составного носа танка А-32, изготовленного из двух деталей, лобовая деталь корпуса танка А-34 была монолитной. 

Копии чертежей переднего левого и заднего левого листов башни (детали 34.30.002 и 34.30.004). Первоначальный вариант конструкции боковой стенки башни танка А-34, в металле изготовлен не был.  Разработанный в кратчайший сроки в КБ-520 комплект чертежей броневых деталей корпуса и башни танка А-34 6 октября 1939 г. был направлен в Мариуполь на завод им. Ильича. На следующий день, 7 октября 1939 г., помощник начальника АБТУ РККА Б.М. Коробков направил директору Мариупольского завода А.Ф. Гармашеву письмо № 210810сс с просьбой изготовить два комплекта броневых деталей для танков А-34 и отгрузить их заводу № 183 в срок до 1 ноября 1939 г.
Разработанный в кратчайший сроки в КБ-520 комплект чертежей броневых деталей корпуса и башни танка А-34 6 октября 1939 г. был направлен в Мариуполь на завод им. Ильича. На следующий день, 7 октября 1939 г., помощник начальника АБТУ РККА Б.М. Коробков направил директору Мариупольского завода А.Ф. Гармашеву письмо № 210810сс с просьбой изготовить два комплекта броневых деталей для танков А-34 и отгрузить их заводу № 183 в срок до 1 ноября 1939 г.
Необходимо отметить, что в конце тридцатых годов основные мощности Мариупольского завода, находившегося в ведении Народного комиссариата судостроительной промышленности (НКСП), использовались для производства корабельной брони и заказы на изготовление броневых деталей для танков не являлись для завода первоочередными задачами. При этом производство броневых деталей больших толщин (35, 40 и 45 мм) для танков на Мариупольском заводе было делом новым и требовало проведения ряда длительных подготовительных работ, в том числе и научно-исследовательских. В связи с этим срок, указанный в письме № 210810сс оказался невыполнимым, о чем директор Мариупольского завода А.Ф. Гармашев 19 октября 1939 г. уведомил руководство АБТУ РККА и 7-го ГУ НКСП: «…Учитывая особую важность в изготовлении опытных танков А-34, мы приступили к подбору типа брони, изготовлению чертежей на штампы, инструмент и приспособления, однако, опытные корпуса нами в указанный срок не могут быть выполнены, т.к. чертежи получены заводом только 13 октября, а изготовление штампов потребует около месячного срока. Одновременно сообщаю, что оборудование цеха, изготовляющего оборудование для танков, совершенно не приспособлено к обработке брони толщиной 45 мм, вследствие чего срок поставки деталей для опытных корпусов должен быть перенесен в другой цех (цех № 8), который перегружен основным видом продукции, и поэтому изготовление необходимых деталей может идти лишь за счет продукции цеха № 8, или выполняться по мере возможности, что не гарантирует необходимой срочности выпуска машин. Прошу Нач. 7-го Гл. Управления срочно сообщить свое решение по данному вопросу, увязав этот вопрос с основной программой завода». [РГВА Ф. 31811. Оп. 3 Д. 1633. Л. 442] Фактически же подготовительные работы по выпуску броневых деталей для опытных танков А-34 начались на Мариупольском заводе в первых числах октября 1939 г., после получения из АБТУ РККА письма № 210425сс от 27 сентября 1939 г. следующего содержания:«Для обеспечения броневыми корпусами опытных танков, разрабатываемых заводом № 183 им. Коминтерна, прошу Вас провести не позднее 15 Октября изготовление и испытание обстрелом броневых плит толщиной 45 мм». [РГВА. Ф. 31811. Оп. 3. Д. 1633. Л. 339]  Главная проблема, которую предстояло решить металлургам, заключалась в выборе марки стали для изготовления броневых деталей танка А-34 большой толщины, так как сталь марки 1-П («МИЗ»), из которой на заводе изготавливались броневые детали для танков БТ, по своим свойствам не подходила для этих целей. В результате проведенных на Мариупольском заводе научно-исследовательских работ, для изготовления броневых деталей танка А-34 толщиной 25 – 45 мм была выбрана доработанная экспериментальная марка стали «Х-3», гомогенная, обработанная на высокую твердость (история разработки противоснарядной броневой защиты для танка Т-34 изложена в статье «Новому танку – новую броню»).
Главная проблема, которую предстояло решить металлургам, заключалась в выборе марки стали для изготовления броневых деталей танка А-34 большой толщины, так как сталь марки 1-П («МИЗ»), из которой на заводе изготавливались броневые детали для танков БТ, по своим свойствам не подходила для этих целей. В результате проведенных на Мариупольском заводе научно-исследовательских работ, для изготовления броневых деталей танка А-34 толщиной 25 – 45 мм была выбрана доработанная экспериментальная марка стали «Х-3», гомогенная, обработанная на высокую твердость (история разработки противоснарядной броневой защиты для танка Т-34 изложена в статье «Новому танку – новую броню»).
В конце октября 1939 г. на Мариупольском заводе под руководством главного инженера завода В.С. Ниценко и старшего военного представителя АБТУ РККА военинженера 2 ранга Г.Э. Зухера были составлены временные технические условия на изготовление и приемку броневых деталей для двух танков А-34, регламентировавшие изготовление, контроль качества и приемку броневых деталей. Согласно этому документу, броневые детали толщиной от 25 до 45 мм включительно изготавливались из выплавленной дуплекс-процессом в основных мартеновских печах стали марки «Х-3». Необходимо отметить, что в конце 1939 г. доработанная марка стали «Х-3» получила заводский индекс «МЗ-2» (Мариупольский завод – вторая). В начале 1940 г. эта марка стали была включена в марочник броневых сталей НКСП под индексом «И-8С» (как экспериментальная), а затем, после принятия ее на валовое производство – под индексом «8С». Броневые детали для танков А-34 толщиной от 9 до 15 мм включительно было решено изготавливать из освоенной в валовом производстве броневой стали марки 1-П («МИЗ»), а их приемку производить по действовавшим техническим условиям на броню для танков, утвержденным АБТУ РККА на 1939 г. После изучения полученных от завода № 183 чертежей технологи Мариупольского завода пришли к выводу, что большинство броневых деталей корпуса и башни танка А-34 чрезвычайно трудоемки в производстве и требуют при изготовлении использования мощного гибочного и штамповочного оборудования, а также сложной механической обработки кромок. В зависимости от способа изготовления основные броневые детали танка А-34 были разделены технологами на три группы: 1-я группа – плоские детали; 2-я группа – гнутые детали; 3-я группа – штампованные детали. Спецификация основных броневых деталей корпуса и башни танка А-34 приведены в таблице 11: Таблица 11
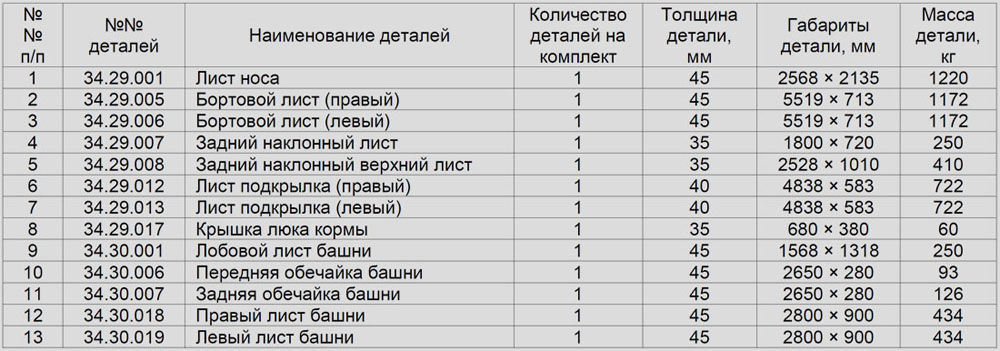 Наиболее трудоемкими в первой группе деталей являлись бортовые листы корпуса (детали 34.29.005 и 34.29.006) и листы подкрылков (детали 34.29.012 и 34.29.013). Эти большие по габаритам детали требовали довольно сложной механической обработки кромок (снятие фасок). Остальные детали этой группы (детали 34.29.007, 34.29.008 и 34.29.017) из-за относительно небольших размеров являлись менее сложными в изготовлении. Ко второй группе деталей относились лобовой лист башни (деталь 34.30.001), а также передняя и задняя обечайки башни (детали 34.30.006 и 34.30.007). К третьей группе – лист носа корпуса (деталь 34.29.001), загибавшийся на штампах на угол 60°. Правый и левый листы башни (детали 34.30.018 и 34.30.019) по способу изготовления являлись деталями комбинированными, т.к. в процессе своего изготовления требовали как загибки на вальцах (центральная часть детали), так и штамповки в конических штампах (задняя часть детали). Необходимо отметить, что оборудование Мариупольского завода не было приспособлено для производства столь крупногабаритных и сложных по конфигурации броневых деталей. Из отчета исследовательской лаборатории завода «Разработка новой марки стали (МЗ-2) для танковой брони толщиной 50 – 25 мм»: «Механическая обработка деталей толщиной 35, 40 и 45 мм машины А-34, а также штамповка, загибка и правка в условиях завода является чрезвычайно трудной задачей, т.к. оборудование механических цехов и прессовое хозяйство совершенно не приспособлено к таким большим габаритам и сложным конфигурациям деталей. Не менее трудным является также осуществление термической обработки деталей, требующих кроме соответствующих габаритов печи, наличие специального закалочного оборудовании». [РГВА. Ф. 31811. Оп. 3 Д. 2064. Л. 77] Используя материалы этого отчета, восстановим сложную технологическую цепочку производства основных броневых деталей для двух танков А-34.Для изготовления броневых деталей корпуса и башни первых «тридцатьчетверок» были отобраны лучшие листы толщиной 35, 40 и 45 мм, прокатанные из слитков опытных плавок броневой стали «МЗ-2» №№ 913537, 915508 и 915540. После их приемки специалистом отдела технического контроля (ОТК) и военным представителем АБТУ РККА в цехе № 5 с помощью автомата типа УСМ была произведена вырезка заготовок деталей корпуса и башни. При этом разметка заготовок производилась непосредственно по чертежам, так как изготовление шаблонов (копиров) больших габаритов и сложной конфигурации требовало значительной затраты времени, что было несовместимо со сроками выполнения заказа. При разметке заготовок на каждой из них, в соответствии с требованиями временных ТУ, предусматривались места для взятия от двух до четырех контрольных проб (в зависимости от габарита детали) после окончательной термической обработки деталей. Все заготовки, за исключением заготовок предназначенных для штамповки и загибки в горячем состоянии, после вырезки прошли термическую обработку – высокий отпуск (выдержка в термической печи при температуре 670 – 680 ˚С в течение 6 – 8 часов с последующим охлаждением на воздухе). После термической обработки заготовки деталей толщиной 40 и 45 мм были подвергнуты тщательной правке на 3000-тонном парогидравлическом правильно-гибочном прессе, а детали толщиной 35 мм подверглись правке на вальцах. 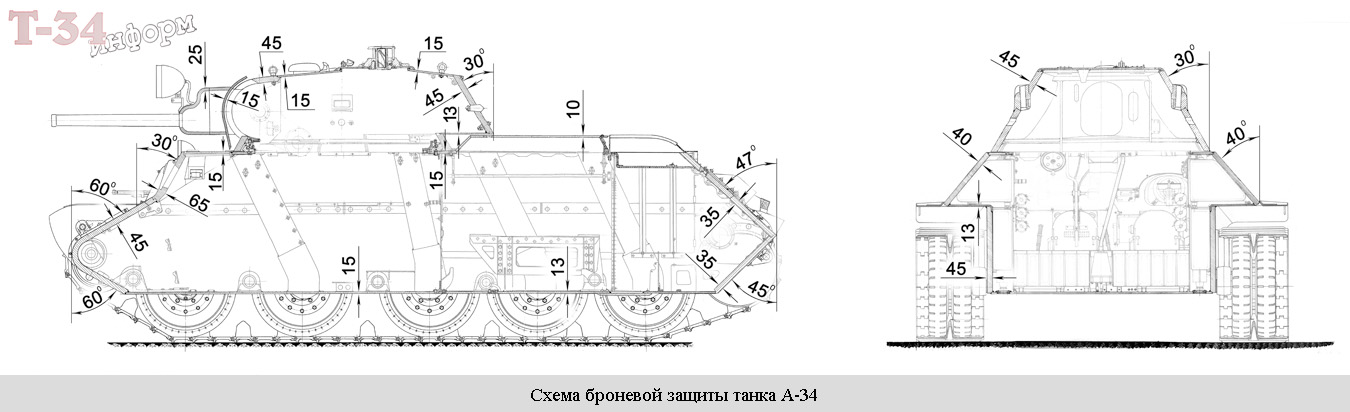 Одной из наиболее сложных в производстве была деталь 34.29.001 – лист носа корпуса. Для изготовления этой крупногабаритной детали размером 2568×2135×45 мм, согнутой на угол 60° (радиус загиба – 110 мм), специалистами Мариупольского завода были созданы специальные штампы. Эти штампы были смонтированы на 3000-тонном парогидравлическом правильно-гибочном вертикальном прессе, находившемся в цехе № 8 и занятом в основном в производстве брони для кораблей. По условиям штамповки суммарная высота пуансона и матрицы должна была составлять 2500 мм, но так как предельная высота подъема пресса не позволяла установить штамп такого габарита, общая высота штампа была сокращена до 2100 мм за счет смещения биссектрисы угла штампа по отношению к нормали. О трудностях, возникших при изготовлении этой детали, подробно изложено в упомянутом отчете исследовательской лаборатории: «При вырезке заготовки, учитывая трудность штамповки, были даны увеличенные припуски, и заготовка получила размер 2700 х 2500 х 45 мм. В результате этого, в процессе штамповки большая плоскость детали, упираясь концом в верхний архитрав пресса, загибалась, что усложняло правку детали, кроме того, увеличенный габарит затруднял центровку заготовки в штампе. Штамповка заготовки производилась в горячем состоянии после нагрева до т-ры 1000 – 1050° в печах с выдвижной подиной цеха № 8. В штампы заготовка задавалась на катках, установленных на матрице. Вследствие неудовлетворительной обработки поверхности матрицы, при штамповке деталь плохо выполнялась по радиусу 110 мм. Зазор кривизны доходил до 4 мм. Кроме того, благодаря неправильной установки матрицы в прессе штамповки получилось заклинивание метала, что не давало возможности правильно отштамповать деталь. Таким образом, детали имели после штамповки значительные отклонения в размерах при проверке по сегменту, и нуждались в дополнительной правке. Окончательная доправка детали в штампах проводилась в холодном состоянии после обрезки припусков и высокого отпуска». [РГВА. Ф. 31811. Оп. 3 Д. 2064. Л. 89 – 90] Необходимо отметить, что из четырех отштампованных деталей одна деталь при окончательной правке дала по линии сгиба трещину длиной 400 мм, остальные детали оказались годными.Изготовление правого и левого броневых листов башни (детали 34.30.018 и 34.30.019) производилось в цехе № 5 путем штамповки на 500-тонном гидравлическом прессе с дальнейшей загибкой средней части деталей на радиус 515 мм на вальцах. «Штамп для конусной части деталей, – было отмечено в отчете исследовательской лаборатории завода, – также не отливался целиком, а сваривался по частям. При изготовлении штампа для увеличения прочности приходилось варить двойным швом с увеличенной площадью заварки. Кроме того сама сборка деталей и их пригонка при общей громоздкости штампа, создавали большие трудности при его изготовлении. Весьма трудной была укладка детали под пресс и центровка ее. По своим габаритным размерам нижняя плита матрицы была больше постамента пресса, и при установке штампа, во избежание прогиба концов матрицы, устанавливались специальные подставки. Выдача нагретой заготовки (весом около 800 кг) из печи и задача ее в пресс производились в ручную, так как кран к печи не подходил. Центровка заготовки на матрице была затруднена большими габаритами, следствием чего явились увеличенные припуска штампованной части. Загибка средней части деталей по радиусу 515 мм на угол 30° производилась в конических вальцах с двух кратным нагревом до т-ры 940° – 950°. Сложность этой операции заключалась в том, что при наличии угла наклона валков 15°, для загибки детали на 30° приходилось подстраивать вальцы, давать прокладки, что создавало неудобства в работе и затягивало время загибки. Доправка деталей после предварительной обрезки припусков производилась в нагретом до т-ры 670° – 680° состоянии». [РГВА. Ф. 31811. Оп. 3 Д. 2064. Л. 90] В цехе № 5 были изготовлены и лобовые листы (деталь 34.30.001) для двух башен танков А-34. Загибка броневого листа по радиусу 270 мм производилась на вальцах после предварительной разметки линии изгиба. Отсутствие приспособлений для достаточно быстрой выдачи заготовки массой 1,5 тонны из печи и подачи ее к вальцам приводило к «подстуживанию» заготовки, в связи с этим при загибке деталь трижды приходилось нагревать до температуры 950 – 1000 °С. Эта операция ввиду недостаточной мощности вальцов для загибки деталей толщиной 45 мм сопровождалась большими трудностями и затратой времени. Окончательная правка лобового листа башни по сегменту производилась после обрезки припусков в нагретом до температуры 680 °С состоянии.Из группы плоских деталей наиболее сложными по механической обработке были детали 34.29.005 и 34.29.006 – правый и левый бортовые листы корпуса. Самой трудоемкой операцией в процессе их изготовления была механическая обработка фасок (выбор четверти), имевших фасонный профиль с допуском на обработку в 1 мм. Кроме этого несоответствие размера станка с габаритами детали (5519×713×45 мм) существенно затрудняло установку детали на станок. Необходимо отметить, что механическая обработка всех крупногабаритных плоских, гнутых и штампованных деталей больше всего усложнялась из-за неудобства установки их на станках. Применяемые кустарные приспособления при установке детали приходилось часто менять (в зависимости от положения детали), что создавало большие трудности. При изготовлении броневых деталей для двух танков А-34 на Мариупольском заводе особенно тяжело решалась проблема, связанная с термической обработкой деталей толщиной 35, 40 и 45 мм. Во второй половине 1939 г. термические печи и закалочные ванны на заводе совершенно не были приспособлены для закалки крупногабаритных деталей. Так, например, селитровые ванны для низкого отпуска по своим габаритам не могли вместить бортовые детали корпуса танка А-34. Применение же печи для проведения низкого отпуска было признано нецелесообразным по причине неравномерности температуры и трудности контроля режима при низких температурах. В силу этого низкий отпуск бортовых деталей проводили в селитровых ваннах с кантовкой концов. Для валового производства такой способ термообработки был признан недопустимым, так как при такой технологии равномерный отпуск всего борта одновременно не обеспечивался. После окончательной закалки бортовые детали корпуса правились на вальцах, но несмотря на сравнительно небольшое искривление деталей при закалке, правку их производили с большой затратой времени вследствие недостаточной мощности имевшихся правильных вальцов. При закалке гнутых и штампованных деталей использовались специально изготовленные приспособления, предохранявшие детали от коробления. Окончательная правка носовых листов корпуса, получивших в результате закалки поводки большой прямой плоскости, производилась на прессе. Ввиду наличия на детали тонких перемычек правку проводили под небольшим давлением, что приводило к значительной затрате времени. Лобовой и бортовые листы башни (детали 34.30.001, 34.30.018 и 34.30.019) после окончательной термической обработки правились на простых и конических вальцах. Вследствие недостаточной мощности вальцов, правка этих деталей производилась также очень медленно, на каждую деталь затрачивалось от 10 до 12 часов. Несмотря на многочисленные трудности Мариупольский завод в конце ноября 1939 г. закончил изготовление двух комплектов броневых деталей для танков А-34 и отгрузил их заводу № 183. Всего для изготовления трех комплектов броневых деталей танка А-34 (один комплект запасной), а также для изготовления броневых плит для проведения испытаний обстрелом, Мариупольским заводом было пущено в производство 177,3 тонны броневой стали марки «МЗ-2» в слитках. Из этого количества металла 14,3 тонны было получено в виде готовых броневых деталей для танков А-34 и 28,3 тонны в виде броневых плит. Кроме этого, на заводе в запасе осталось 11,5 тонны годных броневых деталей и листов (с учетом брака и отходов). Отходы производства при обрезке прибылей и донных частей слитков, а также при вырезке и обработке деталей составили 80,4 тонны. При этом по различным причинам (поверхностные дефекты листов, брак по БПИ и брак при изготовлении деталей) было забраковано 42,8 тонны металла. Таким образом, при изготовлении броневых деталей для танков А-34 и броневых плит расходный коэффициент по слитку составил 6,88, что для того времени являлось вполне приемлемым показателем. Для сравнения, при валовом производстве броневых деталей для среднего танка Т-28 коэффициент по слитку на Ижорском заводе в 1937 г. составлял 6,9. Себестоимость тонны стали марки «МЗ-2» выплавляемой дуплекс-процессом с использованием 35 % броневых отходов составила в среднем 599 рублей 54 копейки (в 1,83 раза дешевле стали марки «ИЗ» Ижорского завода). В заключении о проделанной работе по изготовлению броневых деталей для танков А-34 специалистами Мариупольского завода было записано: «1) Для массового производства целого ряда основных деталей машины А-34 завод в настоящее время не подготовлен. 2) Изготовление деталей для двух опытных машин А-34 из стали "МЗ-2" – во многих случаях производилось полукустарно, с нерационально большими затратами времени и сил, путем приспособления имеющегося оборудования. 3) В условиях отсутствия необходимой мощности оборудования, ряда штампов и приспособлений, в целом производство опытных деталей прошло удовлетворительно. 4) Сталь марки "МЗ-2" принятая для изготовления деталей машины А-34, показала положительные технологические свойства: легкость штамповки и правки при толщинах заготовок и деталей 35 – 45 мм, отсутствие трещин при правке и загибке (в условиях нормальной термообработки), хорошую прокаливаемость, незначительную склонность к короблению при закалке и т.п.». [РГВА. Ф. 31811. Оп. 3. Д. 2064. Л. 92 – 93] Таким образом, необходимо отметить, что осенью 1939 г. специалистами Мариупольского завода была успешно проведена большая и важная работа, состоявшая в следующем:«1) Разработана новая марка стали для танковой брони толщиной 25, 30, 35, 40, 45 и 50 мм, позволяющая использовать молибден и, в значительной части никель из отходов спецпроизводства. Новая марка стали получила название "МЗ-2" (Мариупольский завод – вторая). 2) Броня из стали "МЗ-2" при твердостях 2,9 – 3,2 по Бринеллю обладает высокой бронестойкостью при обстреле снарядами калибра 37 и 45 мм и достаточной вязкостью, обеспечивающей отсутствие трещин и расколов. 3) Разработан технологический процесс производства брони из стали "МЗ-2" по всему циклу, начиная выплавкой стали и кончая сдачей детали. 4) Обеспечено изготовление и сдача двух комплектов деталей опытной машины А-34 и приобретен некоторый опыт для выполнения массового заказа по машине А-34». [РГВА. Ф. 31811. Оп. 3. Д. 2064. Л. 1в] Работа по изысканию новой марки стали и разработке технологии ее изготовления проводилась бригадой исследовательской лаборатории Мариупольского завода им. Ильича в составе инженеров Н.В. Шмидта, Г.И. Капырина, М.Я. Эрлих, техников М.И. Редской, А.Ф. Сагайдак, при участии инженера Р.Х. Потихоновой. Большую помощь при проведении работы в части разработки тактико-технических требований, программы полигонных испытаний и их проведения, а также в части ряда ценных практических указаний оказал военинженер 2 ранга Г.Э. Зухер и работники цехов завода.В то время, когда на Мариупольском заводе изготавливались комплекты броневых деталей корпуса и башни для двух танков А-34, в Харькове на заводе № 183 в октябре – ноябре 1939 г. в КБ-520 форсированным темпом велась разработка чертежно-конструкторской документации по остальным составным частям танка А-34. Параллельно с этим, с целью определения надежности работы узлов, агрегатов и отдельных деталей при возросшей массе танка, а так же для определения влияния увеличенной массы на динамику танка, в отделе «500» были проведены заводские испытания второго опытного образца танка А-32, догруженного до массы 24 тонны, что соответствовало расчетной массе танка А-34 при толщине основных броневых листов в 45 мм. Программа заводских испытаний догруженного танка А-32 была составлена 12 октября 1939 г. на заводе № 183, подписана главным конструктором завода М.И. Кошкиным и ведущем инженером 1-го отделения 8-го отдела АБТУ РККА майором И.Г. Пановым и утверждена директором завода Ю.Е. Максаревым. Согласно этому документу догруженный танк А-32 за время заводских испытаний должен был пройти в различных дорожных условиях в общей сложности не менее 1200 – 1500 км, и принять участие в специальных испытаниях по преодолению естественных и искусственных препятствий. ") Предназначенный для заводских испытаний второй опытный образец танка А-32 (заводской номер 0367-7) был собран в начале октября 1939 г. в цехе «530» завода № 183 и в период с 8 по 10 октября прошел обкатку. От первого опытного образца танка А-32 (заводской номер 0365-3), проходившего полигонные испытания вместе с танком А-20, эта машина отличалась тем, что ее основным оружием являлась не 76,2-мм пушка Л-10, а 45-мм танковая пушка, установленная в башню, конструкция которой была аналогична конструкции башни танка А-20. Кроме этого на втором опытном образце танка А-32 не были установлены: оптические прицелы, смотровые приборы, механизм подъема пушки, приводы управления жалюзи, радиостанция, пулеметы, боеукладка с весовыми макетами артиллерийских выстрелов и пулеметными магазинами, запасные части, инструмент и принадлежности. Общая масса танка составляла 17 тонн. Для увеличения массы испытуемого танка А-32 на нем разместили дополнительный груз, который был уложен на специально приваренных кронштейнах по обоим бортам (2665 кг на каждый борт), на носовой части корпуса танка (700 кг), а также на крыше башни (800 кг). Общая масса догруженного танка А-32 без экипажа составила 23 830 кг. 


Второй опытный образец танка А-32, догруженный до массы 24 тонны Испытания проводились коллективом опытного цеха «540» отдела «500» при непосредственном участии начальника цеха «540» И.И. Казимирова и инженера И.И. Гололобова, а также представителей АБТУ РККА – майора И.Г. Панова и военинженера 3 ранга П.П. Байкова. За время заводских испытаний, проведенных в период с 14 октября по 27 ноября 1939 г., догруженным танком А-32 было пройдено 1534 км, из них 447 км – по грунтовым дорогам, 505 км – по целине, 527 км – по булыжным шоссе и 55 км – по сырому песчаному грунту. Кроме этого, танк А-32 дважды (после выхода из строя коробки передач и центробежного вентилятора) буксировался на завод № 183 другим танком, общее расстояние, пройденное машиной на буксире, составило 88 км. Специальные испытания по преодолению естественных и искусственных препятствий, предусмотренные программой испытаний, из-за неблагоприятных метеорологических условий проведены не были. В «Отчете цеха 540 № 086 от 18.12.39», составленном по итогам заводских испытаний, относительно показателей подвижности догруженного танка А-32, было записано следующее: «1. При движении танка по булыжному шоссе на IV-й передаче мотор способен был развить максимальные обороты 1400 об/м (скорость чистого движения 52 км/ч). 2. Необходимо отметить, что переключение на IV-ю передачу производилось после того, когда танк уже двигался на III-й передаче при n = 1700 ÷ 1800 об/м, и лишь на равном участке пути или при небольшом уклоне. Даже при таких условиях мотор очень медленно развивал обороты. При небольших подъемах (примерно 3˚) переходить на IV-ю передачу нет возможности, так как мотор не в состоянии развить обороты. Эти же подъемы преодолеваются танком на IV-й передаче лишь при наличии инерции. 3. При эксплоатации танка по грязной грунтовой дороге с наличием подъемов и спусков до 7° танк способен двигаться III-й передаче при n = 1600 ÷ 1700 об/м. IV-я передача на грязной грунтовой дороге не используется. 4. При эксплоатации танка по грязной целине, с наличием подъемов и спусков до 12˚ использовать III-ю передачу полностью не удалось. Движение в основном по пересеченному пути производилось на II-й передаче, III-я передача использовалась только на ровных участках пути. 5. Из вышеизложенного следует: а) При весе танка А-32 равном 24 тонны IV-я передача полностью не используется даже при движении на легких участках пути. Поэтому целесообразно снизить ее за счет увеличения передаточного числа с тем, чтобы максимальная скорость танка не превышала 50 км/ч. а) Чистого движения – 28.2 км/ч б) Техническая – 24.0 км/ч в) Оперативная – 21.8 км/ч Средние скорости движения танка при эксплоатации по грязной грунтовой дороге: а) Чистого движения – 28.6 км/ч б) Техническая – 27.0 км/ч в) Оперативная – 22.4 км/ч Средние скорости движения танка при эксплоатации по булыжному шоссе: а) Чистого движения – 35.5 км/ч б) Техническая – 24.6 км/ч в) Оперативная – 23.5 км/ч Средние скорости движения танка при эксплоатации по грязной целине: а) Чистого движения – 25.5 км/ч б) Техническая – 23.0 км/ч в) Оперативная – 20.8 км/ч Запас хода. 1. Запас хода танка при эксплуатации по грязной грунтовой дороге: а) по горючему 235 км. б) по маслу 630 км. 2. Запас хода танка при движении по грязной целине: а) по горючему 203 км. б) по маслу 362 км. 3. Запас хода танка при эксплоатации по булыжному шоссе: а) по горючему 333 км. б) по маслу 625 км». [РГВА. Ф. 31811. Оп. 3. Д. 1672. Л. 7, 10] Необходимо отметить, что для определения основных показателей подвижности догруженного танка А-32 в зимних условиях в декабре 1939 г. в рамках заводских испытаний было проведено два дополнительных пробега, в ходе которых догруженный танк А-32 прошел 141 км преимущественно по мерзлым грунтовым дорогам со снежным покровом толщиной до 200 мм. При этом средние скорости движения танка составили: чистого движения – 29 км/ч, техническая – 28,3 км/ч и оперативная – 21,9 км/ч. Относительно возможностей по преодолению подъемов в отчете по испытаниям догруженного танка А-32 было отмечено, что:«а) подъем 18° длиною 42 метра танком преодолевается на 1-й и 2-й передачах. б) подъем 21° танк в состоянии преодолеть на 1-й передаче на длине 10-ти метров, а на 2-й передаче на длине 13-ти метров. Лимитирующими в преодолении подъема 21° являются: на 1-й передаче – пробуксовывание гусеничных лент, а на 2-й недостает мощности, двигатель глохнет». [РГВА. Ф. 31811. Оп. 3. Д. 1672. Л. 17] Во время проведения заводских испытаний особое внимание уделялось вопросу надежности работы всех узлов, механизмов и агрегатов догруженного танка А-32.Всего за время испытаний двигатель танка (дизель В-2) проработал 61 час и 3 минуты, из них 56 часов и 39 минут – под нагрузкой. После 56 часов работы двигателя был обнаружен прорыв части отработавших газов в стыках между головками блока и рубашками цилиндров дизеля В-2, произошедший из-за повреждения алюминиевых прокладок, которые были заменены вместе с уплотнительными резиновыми кольцами сразу после окончания испытаний. При осмотре головок блоков цилиндров никаких дефектов в их деталях обнаружено не было, зазоры между кулачками распределительных валов и тарелками клапанов соответствовали техническим условиям. Механизмы трансмиссии догруженного танка А-32 в основном работали надежно. Однако следует отметить, что во время заводских испытаний имелись случаи выхода из строя отдельных механизмов трансмиссии. Так, после прохождения танком 674 км были обнаружены коробление ведущих и ведомых дисков главного фрикциона и цвета побежалости на их поверхности. Поврежденные диски были заменены новыми. Кроме этого, во время ремонта главного фрикциона танка А-32 на его маховик взамен вышедшего из строя штатного центробежного вентилятора был установлен вентилятор, демонтированный с танка БТ-7М, который до конца испытаний работал удовлетворительно и обеспечивал нормальный тепловой режим дизеля В-2. Коробка передач танка А-32 вышла из строя на 568-м км пробега из-за разрушения наружной обоймы шарикоподшипника левой опоры и поломки промежуточного вала. В результате этого к дальнейшей эксплуатации оказались непригодными 23 детали коробки передач. Точно выяснить причину разрушения деталей не удалось, так как по заключению заводской лаборатории материал обоймы шарикоподшипника и промежуточного вала коробки передач соответствовал техническим условиям. По мнению испытателей, произошедший выход из строя коробки передач следовало считать случайным, так как не было основания сказать, «что какие-либо детали ее в работе не надежны». В подтверждение этого приводился тот факт, что взамен вышедшей из строя коробки передач на догруженный танк А-32 была установлена коробка передач с танка А-32 № 0365-3, надежно проработавшая в нем в ходе полигонных испытаний на протяжении 3206 км. После установки в догруженный танк А-32, коробка передач в более тяжелых условиях отработала без поломок до конца заводских испытаний. Небольшое количество поломок в период заводских испытаний было в пневматической системе сервоприводов управления. Два раза отламывалась трубка, соединявшая компрессор с баллоном высокого давления. После прохождения танком 937 км сломалась трубка, соединявшая масляный бачек компрессора с картером компрессора. Кроме этого, конструкция дифференциального механизма, разработанного НИИ-20 и предназначавшегося для перекрытия воздушных клапанов, была сложна и неудобна для регулировки. Взамен этого механизма конструкторы КБ-520 создали простой и удобный в регулировке механизм, который был смонтирован для управления левым бортовым фрикционом и во время эксплуатации танка на протяжении 249 км показал хорошие результаты. В ходовой части догруженного танка А-32 во время заводских испытаний был выявлен ряд дефектов и неисправностей. Так, на 568-км пробега разрушилась наружная обойма шарикоподшипника правого направляющего колеса. Причину дефекта установить не удалось, так как по заключению заводской лаборатории материал обоймы разрушенного шарикоподшипника соответствовал техническим условиям. На левом направляющем колесе такой же шарикоподшипник на протяжении заводских испытаний работал нормально. В целом конструкция направляющего колеса с механизмом натяжения гусеницы была признана неудовлетворительной, так как на натяжение гусеницы затрачивалось много времени, а малый эксцентриситет кривошипа не обеспечивал натяжение сильно изношенной гусеницы. После прохождения танком 1152 км было обнаружено разрушение бонок осей роликов на наружном диске правого ведущего колеса. Причиной преждевременного выхода из строя ведущего колеса послужило то, что по недосмотру работников цеха «540» оно работало на протяжении 174 км без чек, предохранявших оси роликов от проворачивания. Однако необходимо отметить, что в целом конструкция ведущего колеса, изначально разработанного для легкого танка БТ-7, была признана недостаточно прочной для догруженного танка А-32, и по мнению испытателей требовала усиления. Срок службы гусениц догруженного танка А-32 составил 1577 км без замены пальцев. После 800 – 1000 км пробега регулировочные гайки и резьба на штоках 2 – 5-х узлов подвески догруженного танка А-32 из-за чрезмерного износа выходили из строя. Также в качестве недостатка конструкции подвески было отмечено, что бронзовые втулки цапф регулировочных гаек не имели ограничителей, предохранявших втулки от выпрессовывания во время эксплуатации. В выводах, сделанных по итогам заводских испытаний догруженного танка А-32 и отраженных в «Отчете цеха 540 № 086 от 18.12.39» было отмечено: «1. Представленный на испытания танк А-32, догруженный до веса 24 тонны, в основном прошел линейные испытания, в осенних условиях, удовлетворительно. 2. Устойчивость танка, как огневой платформы хорошая, колебания при движении по ухабистой дороге затухают быстро. 3. Управлять танком без сервоуправления значительно тяжелее, чем танком А-7. Управлять танком при наличии серво легко. 4. Для более удобного переключения 1-й и 2-й скорости целесообразно, чтобы при включенном положении 1-й и 2-й скорости рычаг кулисы был наклонен вправо, а задний ход как малоходовой, включался центрально. 5. Для рационального использования всех ступеней коробки перемены передач и улучшения температурного режима мотора необходимо максимальную скорость танка снизить, за счет увеличения передаточного числа бортовых передач до 50 км/ч. 6. Имевшая место авария коробки перемены передач не может служить основанием в суждении о ненадежной работе данного агрегата, так как установленная взамен аварийной коробки, коробка перемены передач работала в более тяжелых условиях вполне удовлетворительно. 7. Бортовые фрикционы и тормоза работали за период испытаний удовлетворительно. Для окончательного суждения необходима проверка в летнее время. 8. Установленный, взамен аварийного вентилятора, центробежный вентилятор танка А-7М работал удовлетворительно, поэтому целесообразно крепление вентилятора делать взаимозаменяемым. 9. Для увеличения срока службы гаек штоков наклонной подвески танка целесообразно высоту гаек увеличить. 10. Для предотвращения от самовыпрессовывания бронзовых втулок траверз регулирующих гаек наклонной подвески ставить ограничители. 11. Для увеличения срока службы гусеничных колес их необходимо усилить. 12. Для облегчения натяжки гусеничных лент и сокращения времени на производство данной работы необходимо изменить конструкцию крепления ленивцев. Чтобы продлить срок службы гусеничных лент для танка данного веса целесообразно увеличить вылет кривошипов ленивцев». [РГВА. Ф. 31811. Оп. 3. Д. 1672. Л. 16] В заключении к отчету по заводским испытаниям догруженного танка А-32, подписанному главным конструктором завода № 183 М.И. Кошкиным, представителями АБТУ РККА майором И.Г. Пановым и военинженером 3 ранга П.П. Байковым, а также начальником цеха «540» И.И. Казимировым и инженером И.И. Гололобовым констатировалось следующее:«Считать целесообразным изготовление опытных образцов машины на базе танка А-32 с увеличением общего веса до 24 тонн за счет утолщения броневой защиты». [РГВА. Ф. 31811. Оп. 3. Д. 1672. Л. 16] Таким образом, целесообразность создания двух танков А-34, работа над которыми к моменту подписания этого отчета близилась к завершению, была подтверждена экспериментально.Необходимо отметить, что на основании получаемых в ходе испытаний догруженного танка А-32 результатов и вырабатываемых рекомендаций, сотрудники КБ-520, не дожидаясь завершения испытаний, в октябре – ноябре 1939 г. вносили многочисленные изменения в конструкцию узлов, систем, механизмов, агрегатов и деталей проектируемого танка А-34. Так, например, в конструкции главного фрикциона танка А-34 по сравнению с танком А-32 была упразднена упругая муфта с двадцатью пружинами, и было увеличено число ведущих и ведомых дисков с 16 до 22. Для более рационального использования всех ступеней коробки передач и улучшения температурного режима дизеля В-2 максимальную скорость танка А-34 снизили за счет увеличения передаточных чисел не только в коробке передач, но и в бортовых редукторах. Передаточные числа всех передач кроме 4-й были увеличены в 1,86 раза, передаточное число 4-й передачи увеличили еще больше – в 2,06 раза (с 0,372 до 0,765). Передаточное число бортового редуктора увеличили в 1,25 раза. Таким образом, максимальная расчетная скорость танка А-34 была снижена с 84,26 км/ч (у танка А-32) до 53,85 км/ч. В конструкцию каждого бортового фрикциона танка А-34 было добавлено по два ведомых диска. Были внесены изменения и в конструкцию пневматической системы сервоприводов управления танка А-34 – из системы был исключен имевшийся на танке А-32 привод на педаль главного фрикциона. Кроме этого дифференциальный механизм, разработанный НИИ-20, был заменен более простым и удобным в эксплуатации дифференциальным механизмом конструкции КБ-520, хорошо показавшим себя во время испытаний догруженного танка А-32. Для снижения трудоемкости при обслуживании ходовой части танка наряду с червячным механизмом был спроектирован и изготовлен винтовой механизм натяжения гусеницы, устанавливавшийся снаружи танка на вертикальном бортовом листе корпуса. Также наружу броневого корпуса танка А-34 были вынесены и балансиры всех узлов подвески, размещавшиеся у танка А-32 внутри корпуса в нижней части шахт узлов подвески. В связи с возросшей массой танка и с целью сохранения требуемой величины среднего давления на грунт, база гусеничного движителя (расстояние между осями крайних опорных катков) танка А-34 по сравнению с танком А-32 была увеличена на 115 мм, а ширина гусеницы – с 400 до 550 мм. При этом вследствие увеличения расстоянии между осями ведущего и направляющего колеса танка А-34 в каждую гусеницу было добавлено по два трака – гусеница танка А-34 стала состоять из 74 траков (37 траков с гребнем и 37 – без гребня). Из-за выноса балансиров наружу корпуса, а также из-за увеличения ширины гусеницы, ширина хода (расстояние между серединами гусеничных лент) танка А-34 увеличилась с 2300 мм (у танка А-32) до 2450 мм, что сделало танк более устойчивым. Кроме этого в процессе проектирования в конструкцию танка А-34 были внесены и другие, менее существенные на первый взгляд, изменения. Крайне сжатые сроки, отведенные для изготовления опытных машин (готовность не позднее 15 января 1940 г.), требовали от коллектива завода № 183 максимально использовать параллельный метод работы. Как только конструкторы заканчивали разработку того или иного механизма или узла, тут же чертежи передавались или, как тогда говорили заводчане, «спускались» в цеха. О состоянии работ по изготовлению двух танков А-34 военные представители АБТУ РККА на заводе № 183 регулярно докладывали в Москву своему руководству. Ниже приведем выдержки из некоторых сводок: – из оперативной сводки № 0854/с о ходе опытных работ на заводе № 183 по состоянию на 16.11.1939 года: «1. Машина А-34 (на 16/XI-39 г.) а) спущены чертежи в цеха на 31 группу. б) не полностью спущены на 3 группы. в) Не готовы еще чертежи на 4 группы: сидение водителя, радиооборудование, поворотный механизм и инструмент. г) Изготовлено деталей 307 наименований из 1229». [РГВА. Ф. 31811. Оп. 3. Д. 1632. Л. 53] – из оперативной сводки № 0882/с о ходе опытных работ на заводе № 183 за ноябрь 1939 г.:«5. Состояние по машине А-34 на 28/XI-39 г. 1. Чертежи по машине спущены в производство. 2. Разработка технологических процессов и изготовление приспособлений, обрабатывающего и мерительного инструмента еще не закончено. 3. В настоящее время в механических цехах изготовлено из 989 наименований – 332 наименования. 4. К сборке агрегатов не приступили. 5. Поступление брони предполагается 2-го Декабря мес. 1939 г. 6. График по изготовлению отдельных деталей и агрегатов выполняется с некоторым опозданием». [РГВА. Ф. 31811. Оп. 3. Д. 1632. Л. 135] – из оперативной сводки № 0891/с о ходе опытных работ по машине А-34 на 08.12.1939 г.:«1. График по механической обработке деталей не выдерживается. Задержка происходит как по вине самих механических цехов, а также по вине технологического бюро (задержка технической документации). Механическая обработка основных деталей будет закончена 15 – 18 Декабря. 2. К сборке отдельных агрегатов еще не приступили. 3. Сборку корпуса начинают с 9 Декабря. Броня и необходимые детали имеются. Предполагается корпус подать на сборку не позднее 18 Декабря с.г. 4. Может произойти задержка в изготовлении радиаторов, т.к. трубок необходимого профиля завод поставщик в настоящее время не изготовляет». [РГВА. Ф. 31811. Оп. 3. Д. 1632. Л. 141] – из оперативной сводки № 0920/с о ходе опытных работ по машине А-34 на 20.12.1939 г.:«1. График по механической обработке деталей сорван. До настоящего времени нет ни одной группы полностью укомплектованной для сборки. Задержка в изготовлении деталей произошла по следующим причинам: а) Большинство оборудования механических цехов было загружено выполнением годовой программы по Маш. А-7. б) Срыв сроков поставки специнструмента (протяжки и т.п.). в) Брак по вине заготовительных цехов и др. 2. 1-й корпус будет подан в отдел 500 для механической обработки и сборки 22 – 23 декабря 1939 г. Задержка корпуса происходит вследствие отсутствия деталей, которые подает Механический цех отд. 500. 3. К сборке отдельных узлов приступили. Сборку агрегатов начнут с 22 – 23 декабря 1939 г». [РГВА. Ф. 31811. Оп. 3. Д. 1632. Л. 200] Последняя из приведенных оперативных сводок была составлена исполняющим обязанности старшего военного представителя АБТУ РККА на заводе № 183 капитаном П.Ф. Русаковым и 21 декабря 1939 г. отправлена начальнику 8-го отдела АБТУ РККА военному инженеру 1 ранга С.А. Афонину.Отправляя эту сводку ни П.Ф. Русаков, ни другие военные представители АБТУ РККА на заводе № 183 еще не знали о том, что двумя днями раньше, 19 декабря 1939 г., в «жизни» танка Т-34 произошло одно из судьбоносных событий. В тот день в Кремле состоялось заседание Комитета Обороны при СНК СССР, на котором было принято Постановление № 443сс «О принятии на вооружение РККА танков, бронемашин, арттягачей и о производстве их в 1940 году». Данным постановлением танк Т-34 был принят на вооружение Красной Армии, а также были определены заводы для его массового выпуска. О принятом Постановлении КО № 443сс и его содержании в части, касавшейся завода № 183, руководство завода узнает только через неделю из приказа по Народному комиссариату среднего машиностроения от 28 декабря 1939 г. № 188сс. А до этого, 23 декабря 1939 г., директор завода Ю.Е. Максарев и главный конструктор М.И. Кошкин отправили на имя начальника АБТУ РККА комкора Д.Г. Павлова письмо № СО7490 о состоянии дел по изготовлению опытных танков А-34, в котором сообщалось следующее: «Броня для машины А-34 уже сделана, как для корпуса так и для башни. Корпус машины уже находится в стадии окончания сборки, башню начнем собирать с 22/XII-с.г. Согласно Вашего указания башня изготовлена для установки пушки Л-11. До нас дошли сведения, что для серийных машин А-34 Вами намечается установка пушки Ф-32. Завод наш до настоящего времени не имеет полностью чертежи пушки Ф-32, а также не имеет и самой пушки, это не дает нам возможности произвести конструктивную разработку установку пушки Ф-32 в машину А-34 и выпустить рабочие чертежи на выше указанную установку. Просим Вас срочно дать указание о высылке на наш завод полного комплекта чертежей пушки Ф-32, а также немедленно дать нам хотя бы одну пушку. Задержки высылки чертежей и самой пушки, чрезвычайно осложнит вопрос о введении машины А-34 в серию с установкой пушки Ф-32». [РГВА. Ф. 31811. Оп. 3. Д. 1632. Л. 201]  Напомним, что именно 76,2-мм танковая пушка Ф-32 была определена в Постановлении КО № 443сс в качестве основного оружия танка Т-34. Решение об установке пушки Ф-32 в новые средние и тяжелые танки было принято в АБТУ РККА еще в сентябре 1939 г., но, тем не менее, по указанию начальника АБТУ РККА Д.Г. Павлова на опытные танки А-34 устанавливались пушки Л-11. Почему?
Напомним, что именно 76,2-мм танковая пушка Ф-32 была определена в Постановлении КО № 443сс в качестве основного оружия танка Т-34. Решение об установке пушки Ф-32 в новые средние и тяжелые танки было принято в АБТУ РККА еще в сентябре 1939 г., но, тем не менее, по указанию начальника АБТУ РККА Д.Г. Павлова на опытные танки А-34 устанавливались пушки Л-11. Почему?
Работы по созданию для танковых войск РККА новой 76,2-мм танковой пушки, предназначавшейся для замены устаревшей пушки обр. 1927/32 г. (КТ), активно велись с середины 30-х годов. К началу 1939 года наиболее подходящими для танковых войск были две пушки указанного калибра: пушка Л-11, разработанная в Ленинграде на Кировском заводе под руководством начальника Артиллерийского особого конструкторского отдела (АОКО) И.А. Маханова, и пушка Ф-32, разработанная в Горьком на заводе № 92 под руководством главного конструктора завода В.Г. Грабина. Весной 1939 г. танковые пушки Л-11 и Ф-32 выдержали полигонные испытания на Артиллерийском Научно-Исследовательском Опытном Полигоне (АНИОП) РККА, пушка Ф-32 испытывалась в марте – апреле, а пушка Л-11 несколько позже, в апреле – мае. Результаты полигонных испытаний были всесторонне обсуждены на пленуме Артиллерийского Комитета (Арткома) Артиллерийского Управления (АУ) РККА, состоявшемся 10 июня 1939 г. под председательством заместителя начальника АУ РККА комдива В.Д. Грендаля.  В итоге на пленуме было принято решение рекомендовать пушку Ф-32 для принятия на вооружение танковых войск, «как имеющую преимущества перед пушкой Л-11 в смысле удобства обслуживания и эксплуатации, надежности работы, простоты конструкции, сборки и разборки, а также общей компоновки её для башни танка». Пушку Л-11 было рекомендовано использовать в качестве капонирной установки в укрепленных районах (УР). Однако в связи с тем, что пушка Ф-32 еще не была освоена производством, а потребность АБТУ РККА в новых 76,2-мм танковых пушках была высокой, Артком посчитал возможным, до организации выпуска в требуемом количестве пушек Ф-32, в качестве временной меры устанавливать в средних танках типа Т-28 пушку Л-11.
В итоге на пленуме было принято решение рекомендовать пушку Ф-32 для принятия на вооружение танковых войск, «как имеющую преимущества перед пушкой Л-11 в смысле удобства обслуживания и эксплуатации, надежности работы, простоты конструкции, сборки и разборки, а также общей компоновки её для башни танка». Пушку Л-11 было рекомендовано использовать в качестве капонирной установки в укрепленных районах (УР). Однако в связи с тем, что пушка Ф-32 еще не была освоена производством, а потребность АБТУ РККА в новых 76,2-мм танковых пушках была высокой, Артком посчитал возможным, до организации выпуска в требуемом количестве пушек Ф-32, в качестве временной меры устанавливать в средних танках типа Т-28 пушку Л-11.
Во второй половине сентября 1939 г. пушка Ф-32 успешно прошла войсковые испытания под Солнечногорском на Сенежском полигоне ВАММ РККА, и вопрос о принятии ее на вооружение в качестве основной 76,2-мм танковой пушки на момент принятия Постановления КО № 443сс практически был решен. Таким образом, установка пушки Л-11 в танках А-34 была вызвана исключительно тем, что в конце 1939 г. производство пушки Ф-32 еще не было освоено промышленностью. Пушка Л-11 рассматривалась руководством АБТУ РККА как временная, подлежавшая в дальнейшем обязательной замене более совершенной пушкой Ф-32. Об отправке двух пушек Л-11 на завод № 183 для установки их в танки А-34 военный представитель АУ РККА на Кировском заводе военинженер 2 ранга Г.И. Булгак 29 декабря 1939 г. уведомил свое руководство в Артиллерийском управлении и военного представителя АУ РККА на заводе № 183 письмом № 518с. В акте № 161с, прилагавшемся к письму, было отмечено: «28 декабря 1939 г. мы нижеподписавшиеся: Ст. Военный Представитель АУ РККА Военинженер 2 ранга БУЛГАК Г.И. и Представители Кировского завода Зам. Нач. цеха СБ-3 т. ЛИПНЕР Н.Г. и Нач. ОТК Отдела № 4 т. КУПЧИН Н.Г., на основании телеграммы Начальника 2 Отдела АУ РККА т. АНИСИМОВА, произвели отправку на завод № 183 (ХПЗ) технически осмотренных и признанных годными 2-х артчастей системы Л-11 в следующем составе: 1. Группа 01 в собранном виде – 2 комплекта. 2. Группа 02 в с/виде с аккумул. и выключат. – 2 комплекта. 3. Группа 03 в с/виде с приводом к ножному спуску и щитком – 2 комплекта. 4. Группа 04 в с/виде. Стволы за №№ 633 и 639. Противооткатные устройства №№ 583 и 516 без ЗИПа и чехлов, но с банниками-разрядниками. Системы укупорены в ящики с укладочными ведомостями». [РГВА. Ф. 20. Оп. 27. Д. 703. Л. 2]  До наступления нового, 1940, года оставалось два дня. Подводя итоги работы завода № 183 по изготовлению двух танков А-34 в 1939 г., старший военный представитель АБТУ РККА на заводе № 183 военинженер 2 ранга Д.М. Козырев и военный представитель военинженер 3 ранга П.П. Байков в сводке по опытным работам за декабрь 1939 года сообщили следующее:
До наступления нового, 1940, года оставалось два дня. Подводя итоги работы завода № 183 по изготовлению двух танков А-34 в 1939 г., старший военный представитель АБТУ РККА на заводе № 183 военинженер 2 ранга Д.М. Козырев и военный представитель военинженер 3 ранга П.П. Байков в сводке по опытным работам за декабрь 1939 года сообщили следующее:
«I. Конструкторское бюро: а) производилась доработка чертежей по маш. А-34. б) Велась доработка рабочих чертежей по маш. А-20, которая будет закончена в январе 1940 г. в) Уточнялись и дорабатывались чертежи отдельных узлов вездехода (33 машины [А-33]). II. Механический цех и сборка. 1. Изготовление деталей и сборка агрегатов по машине А-34. В настоящее время состояние работ по этой машине следующее: а) Корпус машины находится на сборке – проводится укладка тяг и приводов. б) Большинство агрегатов трансмиссии и ходовой части собраны. в) Задержка выпуска машины может произойти вследствие отсутствия погона и системы Л-11. г) К прокрутке машина может быть готова 7 – 8 января 1940 года. Срок окончательной готовности машины будет зависеть от наличия вышеуказанных деталей». [РГВА. Ф. 31811. Оп. 2. Д. 1181. Л. 1] Фактически первый пробный пуск (прокрутка) дизеля В-2, установленного в танке А-34, был произведен 9 января 1940 г. Из оперативной сводки № 10с по машине А-34 на 9 января 1940 г.:«1. Трансмиссионное отделение и ходовая часть собраны за исключением гусеницы. 2. 9 января производили прокрутку машины, в результате прокрутки вышел из строя стартер и было обнаружено биение правого фрикциона, приступили к выяснению и устранению дефектов. 3. Заготовки на погон получены. Одна заготовка прошла предварительную обработку и сейчас находится на нарезке зуба. 4. До настоящего времени на завод не поступили: крыша башни и система Л-11, что может задержать выпуск машины». [РГВА. Ф. 31811. Оп. 2. Д. 1181. Л. 3] С целью определения массы танка, а также среднего давления на грунт, 12 января 1940 г. в весовой завода № 183 было проведено контрольное взвешивание танка А-34. В связи с тем, что на момент взвешивания машина была не полностью собрана, то при расчете массы танка в нее включили массу не установленных деталей, а также массу экипажа. Таким образом, общая масса танка А-34 составила 25600 кг, а среднее давление на грунт – 0,606 кг/см².Несмотря на все усилия, коллективу завода № 183 так и не удалось к заданному Правительством сроку – 15 января 1940 г. изготовить два опытных танка А-34. Из оперативной сводки № 26с по машине А-34 на 20 января 1940 г.: «1. Окончательный выпуск машины задерживается по следующим причинам. До настоящего времени еще на завод не поступила система Л-11. Не установлены смотровые приборы, нет сидений в боевом отделении, не готов еще поворотный механизм башни и другие. 2. Машина может быть готова к обкатному пробегу не раньше чем 24 – 25 Января и то при том условии, если машина в обкатный пробег пойдет без системы и полностью не будет укомплектована». [РГВА. Ф. 31811. Оп. 2. Д. 1181. Л. 14] Не придало оптимизма руководству завода № 183 и заявление прибывшего в Харьков в январе 1940 г. конструктора Кировского завода Г.Г. Новоселова, о том, что отправленные из Ленинграда две пушки Л-11 укомплектованы только противооткатными устройствами и спусковым механизмом. В связи с этим директор завода Ю.Е. Максарев и начальник КБ-520 А.А. Морозов 19 января 1940 г. направили начальнику АБТУ РККА комкору Д.Г. Павлову письмо № СО388, в котором, в частности, сообщалось:«Для возможности полного монтажа системы Л-11 на танке А-34 нам необходимо срочно дополучить следующие механизмы системы: 1 – подъемный механизм в собранном виде. 2 – Гильзоулавливатель в собранном виде. 3 – Стопор по походному. 4 – По группе маски все детали этой группы кроме маски с полозками. 5 – Боковой уровень в собранном виде. Просим Вашего распоряжения о досылке перечисленных выше механизмов системы Л-11 на наш завод большой скоростью т.к. задержка последних не дает возможности закончить монтаж системы на опытных образцах танка "А-34"». [РГВА. Ф. 31811. Оп. 2. Д. 1185. Л. 5] Прошла неделя, а положение с доукомплектованием пушек Л-11 осталось без изменений. Из оперативной сводки № 45с по машине А-34 на 27 января 1940 г.:«1. Первая машина полностью не укомплектована: а) Не установлены смотровые приборы. б) Не размещены боеукладки и инструмент. в) Артсистема [пушка Л-11] установлена без ряда отдельных приборов и механизмов. 2. 24 января машина ходила в обкаточный пробег. На 19 клм. пути полетел вентилятор, машина в завод возвращалась на буксире. Вместо вышедшего из строя вентилятора был установлен на машину А-34 серийный вентилятор с машины А-8 [БТ-7М]. Во втором пробеге 26 января на 9 клм. пути получилась перекачка масла из одного бака в другой, в результате чего перегруженный бак лопнул по местам пайки. В настоящее время ведутся работы по смене негодного бака и по выяснению причин вызвавших аварию. 3. Корпус на 2-ю машину 27 января должен поступить в Механический цех на расточку. К сборке предполагается приступить 30 – 31 января 1940 г.». [РГВА. Ф. 31811. Оп. 2. Д. 1181. Л. 15] Для того чтобы далее не затягивать сборку и начало испытаний танков, 30 января 1940 г. по предложению конструктора А.А. Молоштанова в механическом цехе «530» с танка А-32 был снят подъемный механизм пушки Л-10 и временно установлен в танке А-34.К 6 февраля 1940 г. первый танк А-34, которому был присвоен заводской номером 311-11-3, прошел обкатку и заводские бригады приступили к укомплектованию машины и подготовке ее к войсковым испытаниям. Относительно второй машины, получившей заводской номер 311-18-3, в оперативной сводке № 73с от 6 февраля 1940 г. значилось: «машина находится на сборке и может быть готова 14 – 15 февраля 1940 года». 10 февраля 1940 г. завод № 183 предъявил на войсковые испытания танк А-34 № 311-11-3, а 12 февраля – танк № 311-18-3. Этим машинам, похожим друг на друга как две капли воды на протяжении двух месяцев предстояло «сдавать экзамен» комиссии по войсковым испытаниям. О том, что из себя представляли опытные образцы танка Т-34 – танки А-34 и о том, как проходили их войсковые испытания будет рассказано в следующих главах. |
|
© Макаров А.Ю., Желтов И.Г., 2017
При любом использовании размещенных на данном сайте документов - обязательно указывать архивные реквизиты: архив, фонд, опись, дело, лист. При любом использовании размещенного на данном сайте авторского текста - обязательно указывать имя автора и ссылку на сайт "Т-34 Информ" Защищено законом по авторским правам. Наша почта: email@t34inform.ru |